AK-X
AK-X
Warten auf Wingletbelastung
Der aktuelle Stand des Bruchwinglet

Nachdem der Bau des Bruchwinglets abgeschlossen wurde, hat uns das vergangene Jahr die Vorbereitung des Winglet-Bruchversuchs beschäftigt. Wer nochmal nachlesen möchte, wie das Bruchwinglet gebaut wurde und warum wir einen Bruchversuch durchführen wollen, kann das hier tun:
- Bruchwinglet – Part I: Ausstellung
- Bruchwinglet – Part II: Schalenbau
- Bruchwinglet – Part III: Einbauteile
- Bruchwinglet – Part IV: Knickwicklung
Nach der Auswertung der aerodynamischen Lastfälle, welche durch die Bauvorschrift gegeben waren, beschäftigte uns vor allem die Einspannung des Winglets. Wir haben uns hierbei für den Bau eines „Dummyflügel“, also eines Flügelendteils entschieden, welcher wiederum an ein geschweißtes Stahlgestell angebunden wird. Schlussendlich wird dieses mit dem Boden verschraubt.
Diese Lösung gibt uns nicht nur Festigkeitsvorteile, sie erlaubt uns auch die Krafteinleitung vom Winglet in den Flügel realitätsnah zu testen. Allerdings hat sie den Nachteil aller aufwändigen Fertigungsverfahren einer Flügelstruktur. So zogen wir erneut (wenn auch sehr kurze) Holmgurte, passten Stege ein, bauten Rippen und laminierten Schalen und Anwinklungen. All dies wurde noch dadurch erschwert, dass wir die entsprechende Flügelform schon längst weggeräumt und eingelagert hatten.

Flügelansatzstück-Verlängerungen zum Homgurt ziehen 
Fertig gezogener Holmgurt 
Einpassung des Holmstegs 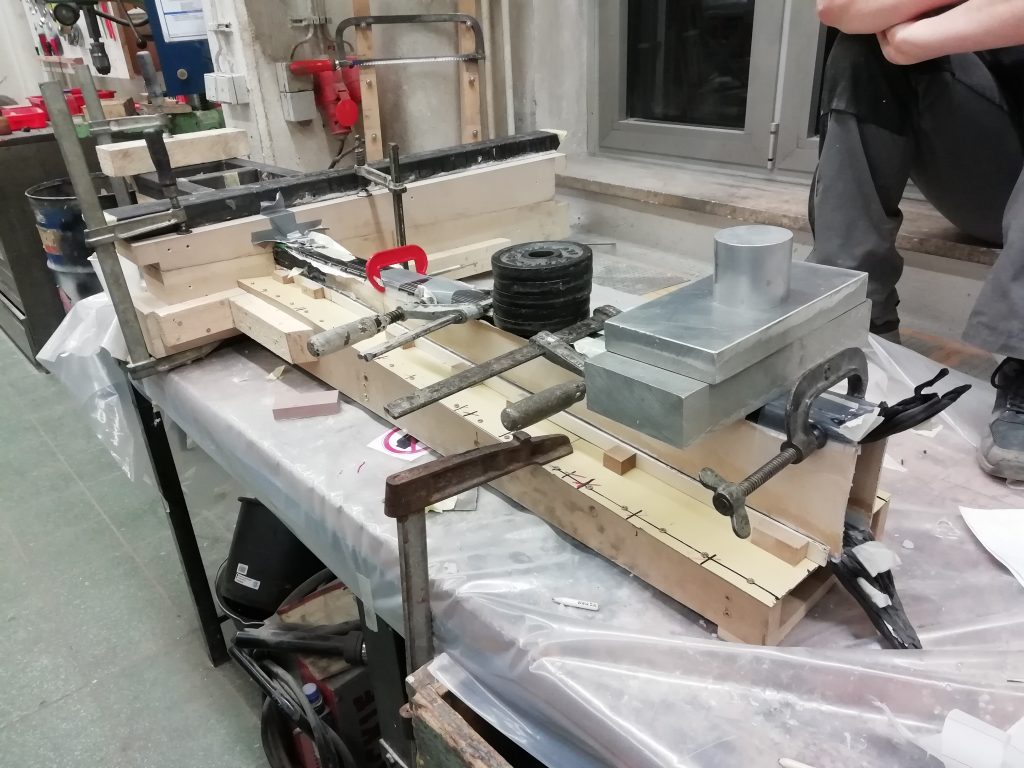
Verkleben der Holmgurte mit dem Holmsteg 
Frisch laminierte Schubbelegung und Verstärkungslagen für die Einspannung 
Rippen und Endleistensteg
Ein ebenso großes Projekt stellte dann noch der Steckmechanismus dar. Neben dem normalen Aufwand des Drehens von Buchsen und Bolzen, dem Bohren, Einpassen und Verkleben wurde aufgrund hoher Lasten und der notwendigen Steifigkeit entschieden, den Mechanismus noch um einen Steckbolzen am hinteren Querkraftbolzen zu ergänzen. Somit musste zusätzlich noch am eigentlich bereits fertigen Bruchwinglet eine Buchse ersetzt werden.

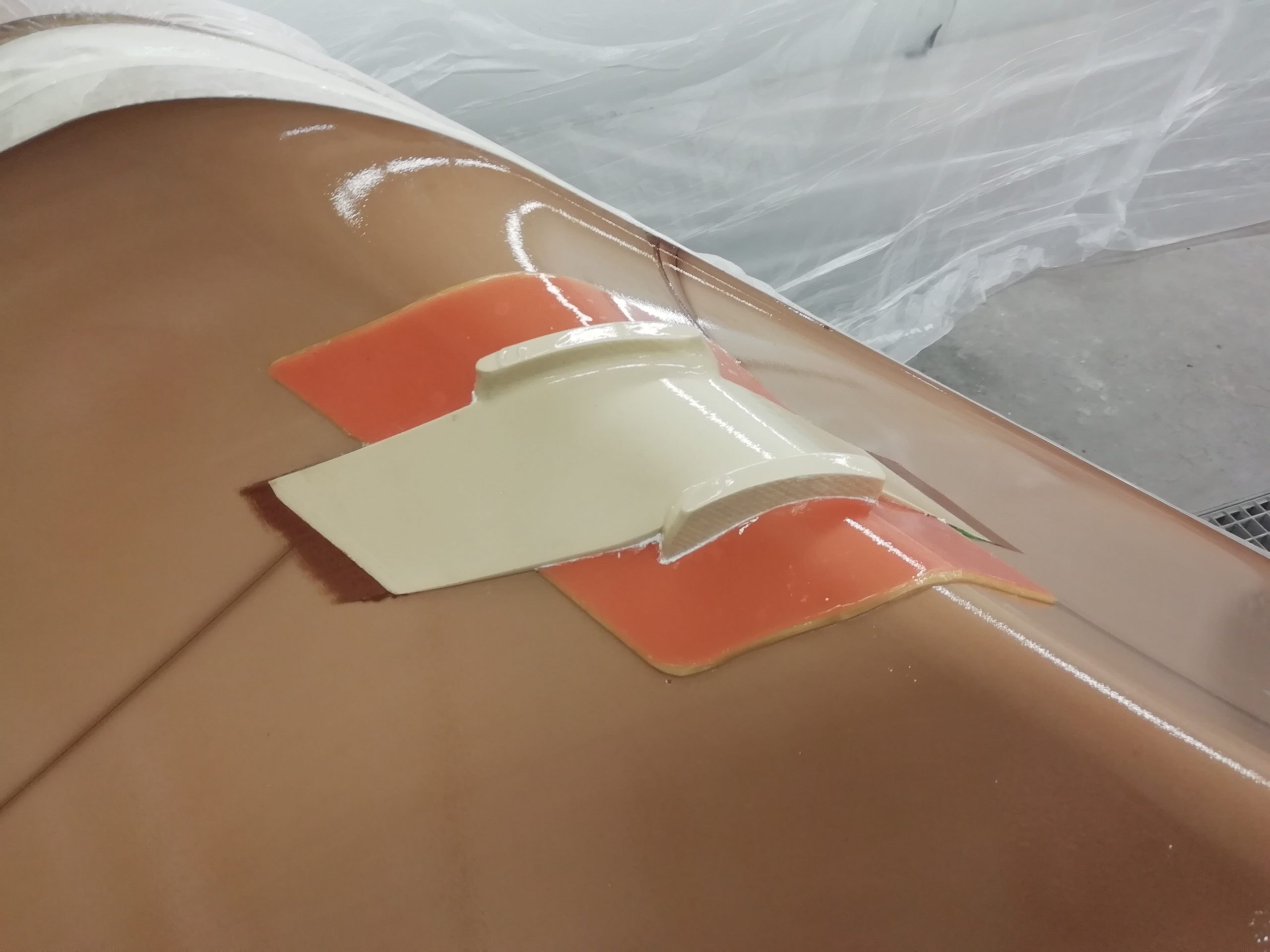
Fertiger Flügeldummy und Bruchwinglet 
Verklebte Steckungsbolzen 
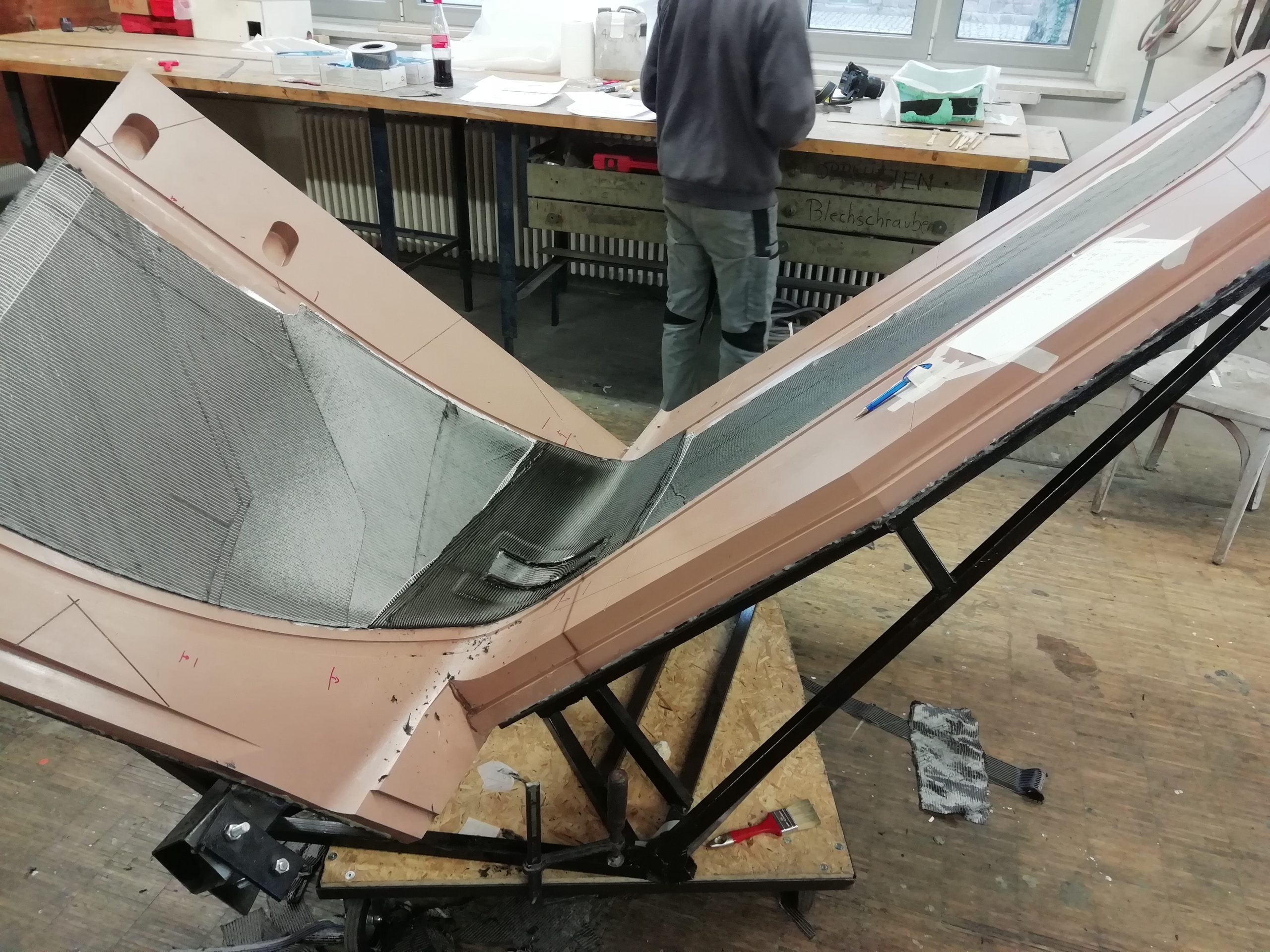
Erste Hälfte der Stummelbox 
Geschlossene Stummelbox 
Mobile zur Lasteinleitung 
Bisheriger Stand des Gesamtaufbaus ohne Mobile
Aktuell ruhen die Versuchsvorbereitungen, wir hoffen aber, sobald sich die Situation wieder bessert, bald einen Termin mit dem KIT Institut für Stahl- und Leichtbau, Versuchsanstalt für Stahl, Holz und Steine (VAKA) vereinbaren zu können, welches uns dankenswerterweise bei der Durchführung des Versuchs unterstützt.