Auch wenn der Rumpf der AK-X die im Moment am weitesten fortgeschrittene Hauptbaugruppe ist, gibt es immer noch jede Menge für uns zu tun.
Mit zunehmendem Baufortschritt werden die Arbeiten immer kleinteiliger, dadurch jedoch nicht unbedingt weniger aufwändig.
Wir haben im letzten halben Jahr vor allem Verkleidungs- und Steuerungsteile gebaut, darunter zahlreiche Lagerböcke für Wölbklappe, Seitenruder und Bremsklappe. Außerdem standen der Instrumentenpilz und die Verkleidung oberhalb des Instrumentenpilzes – die sogenannte „Hutablage“ an.
Wie so oft haben wir die Teile auf, im 3D-Druck hergestellten, Negativen aus PLA laminiert oder infiltriert.
Letzteres ist ein Verfahren, welches aufgrund seiner Einfachheit aus dem Bau der AK-X nicht mehr wegzudenken ist. Aus dem CAD bis zur fertigen Form vergeht hierbei nicht selten weniger als eine Arbeitsstunde.
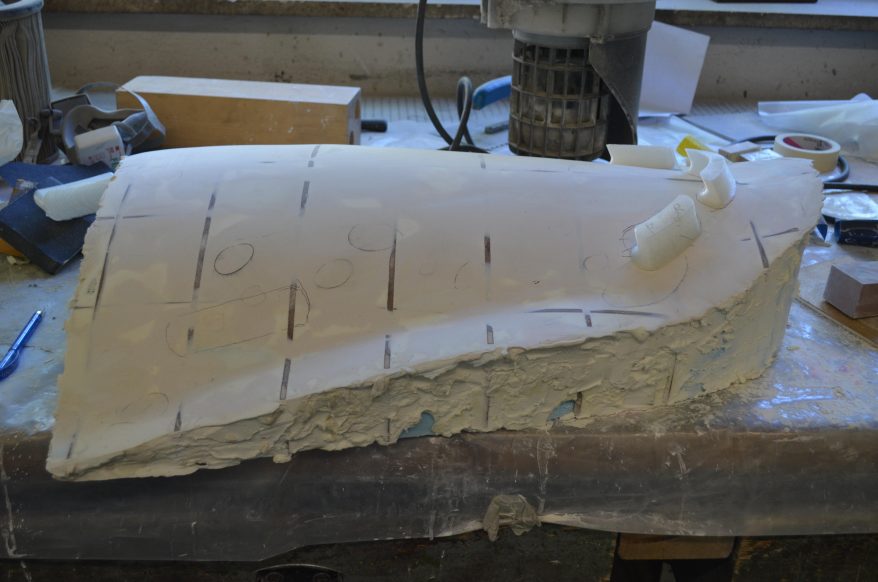
Lediglich beim Bau der Hutablage haben wir uns aufgrund der Größe des Bauteils gegen den 3D-Drucker und für eine traditionellere Bauweise entschieden. Die Form wurde aus Holzschablonen und Polystyrolschaum grob modelliert und danach verspachtelt und verschliffen. Im Anschluss nahmen wir dann ein Negativ aus dem Urpositiv ab und bauten hierin das endgültige Teil.
Nach unseren Erfahrungen mit der Hutablage dürften die Tage dieses Fertigungsverfahrens jedoch gezählt sein. Es gibt 2020 wohl keinen Platz mehr zwischen CNC-Frästeilen aus Ureol und 3D-Druck – nicht zuletzt, weil hierbei meist direkt Negative hergestellt werden können, was viel Aufwand und Zeit spart.
In Zukunft werden wir uns am Rumpf dem Bau weiterer Kleinteile widmen. Dazu zählen unter anderem die Lüftung, die Haube und der Haubenrahmen.
Auch wenn der Rumpf mittlerweile sehr fortgeschritten aussieht, wird uns die Arbeit bis auf weiteres nicht ausgehen!
Wir freuen uns, unsere neue Kooperation mit LXNAV kundtun zu dürfen! Seit Anfang des Jahres unterstützt uns die Firma für Präzisions-Avionik mit zwei S80-Variometer für unsere Einsitzer-Prototypen AK-5 und AK-5b, sowie einem LX8000 + LX8000D Bordrechnersystem für unsere turbinenbetriebene DG-1000J. Nach einem coronabedingt holprigen und verspäteten Start der Segelflugsaison konnten wir die Geräte nun ausgiebig testen – und diese unsere Erwartungen noch übertreffen lassen!
We proudly announce our new cooperation with LXNAV! From the beginning of the year, the company for precision avionics supports us with two S80-Variometers for our single seat prototypes AK-5 and AK-5b and a LX8000 + LX8000D on-board device system for our turbine-powered DG-1000J. After a, due to Corona, challenging and delayed start of the soaring season we were now able to test them extensively – and let them still surpass our expectations!
Pfingstlager im Sommer? – Wie wir trotz Krise ein wundervolles Lager erlebten.
Wie jedes Jahr sollte es über Pfingsten zum Fliegen an einen fremden Platz gehen. Aufgrund von Corona haben wir uns frühzeitig entschieden, das Lager auf einen unbestimmten Zeitpunkt zu verschieben. Nachdem sich die Lage etwas beruhig hatte, konnte der Termin auf Anfang August festgelegt werden. Nun wurde also aus dem Pfingstlager ein Sommerlager. Freitagabend trafen dann die ersten Teilnehmer beim Aero-Club Zwickau ein. Nach und nach kamen weitere Piloten dazu, sodass bis zu 22 Piloten mit insgesamt 10 Flugzeugen dabei waren. Dank des guten Wetters konnte jeden Tag geflogen werden, sodass jeder egal ob Schüler, Überlandflieger oder Kunstflugpilot auf seine Kosten kam. So wurden insgesamt über 10.250 km mit nur einer einzigen Außenlandung erflogen. Außerdem freuen wir uns über eine erfolgreiche Überlandprüfung, sowie einen gemeisterten 50 km Flug. Besonders interessante Ziele, die aus der Luft erkundet wurden, waren der Brocken im Harz, zahlreiche Tagebauten oder die Göltzschtalbrücke. An einem Tag war das Wetter zwar nicht gut genug, um weite Strecken zu fliegen, dafür haben wir einen spektakulären Kunstflugtag eingelegt. Jeden Abend wurde dann gemeinsam gekocht und die Flüge des Tages analysiert. So konnten wir 10 erfolgreiche und aufregende Tage in Zwickau verbringen. Am letzten Tag wagten vier Piloten dann sogar den Heimflug nach Karlsruhe – selbstverständlich erfolgreich! Trotz der aktuell schwierigen Lage hatten wir ein großartiges Lager. Unser Dank gilt dem Aero-Club Zwickau, der uns tatkräftig unterstützte und dieses „Pfingst“-lager möglich gemacht hat!
Nach dem Kauf von zwei stark beschädigten Flugzeugen des Typs Twin II (Reparatur-Projekt Twin II), sind die Reparaturarbeiten mittlerweile seit einem Jahr im Gange. Angedacht war für die Reparatur eines Flugzeuges ein Arbeitsvolumen von circa 200 Arbeitsstunden, mit dem Ziel dieses im vergangen Herbstschulungslager wieder fliegen zu sehen. Diese Planung ist, ähnlich wie der Twin mit der Wettbewerbskennzeichnung XNZ, ins Wasser gefallen. Bisher wurden über 1000 Arbeitsstunden in das Projekt investiert ohne dass einer der beiden beschädigten Flieger bisher Starten durfte oder konnte.
Dieser beträchtliche Mehraufwand ist dadurch begründet, dass sich die Reparaturen als schwerwiegender erwiesen als zunächst prognostiziert. So wurden neben den notwendigen Ausbesserungen am Holmtunnel und der Neuanschaffung der Instrumente besonders großes Augenmerk auf die Neugestaltung und Sanierung des Cockpits gelegt.
Im Cockpit wurde, neben der kompletten Überholung der Steuerung, durch eine Renovierung der Cockpiteinrichtung ein sehr ansprechendes Ambiente geschaffen. Um nicht gezwungenermaßen als Cabriolet fliegen zu müssen, war ebenfalls ein Neubau der vorderen Haube alternativlos. Die neue Haube besteht aus einem gebrauchten Haubenrahmen in welchen ein neues Haubenglas eingepasst wurde.
Um erneute, sichere Windenstarts zu ermöglichen musste die Kupplung ebenfalls wiederhergerichtet werden. Die Landefähigkeit wurde natürlich nicht außer Acht gelassen und so stand eine Generalüberholung des Fahrwerkes samt Verkleidung außer Frage. Nach den erfolgten Reparaturarbeiten verfügt die Karlsruher Akaflieg nun nicht nur über einen praktisch flugfähigen, hervorragend renovierten Doppelsitzer mehr, sondern auch über die gesammelten Erfahrungen die eine grandiose Ergänzung der vorhandenen Expertisen und Erfahrungen darstellen.
Zur abschließenden Eingliederung in den Flugbetrieb mussten zur Gewährleistung der Pilotensicherheit Fallschirme und zum sicheren Transport ein Anhänger an- und herbeigeschafft werden. Die Beschaffung des Anhängers aus Polen stellte ebenfalls eine nicht zu unterschätzende Herausforderung dar, die gleichwohl bravourös gemeistert wurde.
Zum jetzigen Stand ist der Twin mit der Wettbewerbskennzeichnung XNZ praktisch flugfähig. Zwar müssen noch eine Myriade an Kleinigkeiten insbesondere an der Elektrik erledigt werden, jedoch bestehen die größten Hürden in der erneuten Zulassung, diese ist bereits in Angriff.
Resümierend lohnt sich ein Blick auf die 2019 formulierten Ziele des Projektes. Geplant war mindestens die Wiederherstellung eines TWIN-Doppelsitzer aus zwei defekten Flugzeugen, um das aktuelle Schulungsflugzeug zu entlasten, Knowhow in der Flugzeugrestaurierung zu sammeln und auszubauen, die Schulungskapazitäten der Akaflieg zu verbessern, sowie im Idealfall durch die vollständige Restaurierung des zweiten Flugzeuges möglicherweise sogar einen finanziellen Gewinn zu erzielen.
Nach der quasi Fertigstellung des Projektes erscheint nun auch die vollständige Reparatur des zweiten kaputten TWINs als ein realistisches Ziel.
Im Namen der Akademischen Fliegergruppe am Karlsruher Institut für Technologie e.V. möchten wir hiermit den Farblaser-Multifunktionsdrucker Brother MFC-L8900CDW nach erfolgtem Testbetrieb wärmstens empfehlen und uns für den von Brother zur Verfügung gestellten Drucker bedanken. Unsere studentische, gemeinnützige und spendenfinanzierte Hochschulgruppe auf Vereinsbasis existierte bereits in der Vorkriegszeit und besteht seit ihrer Wiedergründung im Jahre 1951 in der jetzigen Form. In dieser haben wir es uns zum Ziel gemacht, Segelflugzeuge selbsttätig, eigenverantwortlich und mit hoher Professionalität zu entwickeln, zu bauen, zu erproben und letztendlich in den regulären Flugbetrieb zu überführen. Im Zuge dessen leisten wir unseren Beitrag in der angewandten Forschung im Bereich Luft- und Raumfahrttechnik und können dabei große Innovation und neu gedachte Konzepte in den Sektor einbringen, da wir aufgrund unserer Gemeinnützigkeit keinem Marktrisiko unterliegen. In unserer über 90-jährigen Geschichte blicken wir auf eine Vielzahl selbst entwickelter Flugzeug-Prototypen zurück, wovon sich aktuell vier in Verwendung befinden. Ein weiterer Prototyp – das innovative, revolutionäre und einzigartige Nurflügel-Segelflugzeug AK-X – befindet sich derzeit in seiner finalen Projektphase. Über diese und weitere unserer Tätigkeiten dürfen Sie sich gerne auf unserer Website www.akaflieg-karlsruhe.de ein umfassendes Bild machen. Die Firma Brother stellte uns Anfang des Jahres 2020 dankenswerterweise eines ihrer Produkte – den Farblaser-Multifunktionsdrucker MFC-L8900CDW als Testgerät zur Erprobung im Rahmen unseres Vereinsbetriebes zur Verfügung. Dies umfasst sowohl die Verwendung im administrativen, wie auch im technischen Bereich unserer Arbeit als Hochschulgruppe. Hierfür sollte das Multifunktionsgerät nicht nur robust, langlebig und funktionell sein, sondern auch bei hohem Druckaufkommen wirtschaftlich arbeiten. Neben einer hohen Scan- und Druckqualität und -geschwindigkeit bei der Vervielfältigung von Formularen, Dokumenten und technischen Zeichnungen war uns auch eine überdurchschnittliche Kompatibilität und Konnektivität wichtig. Auch der problemlose und wartungsarme Betrieb des Gerätes über weite Strecken sowie Arbeitseffizienz durch Duplex-Scan und -Druck waren entscheidende Kriterien für die Auswahl des Testobjektes. Zu Beginn der Erprobung fiel zunächst die sehr robust wirkende und mit ausreichend Polstermaterial versehene Verpackung auf, welche ohne Zweifel einen unbeschadeten Transport des Druckers gewährleisten konnte. Bei Aufbau und Inbetriebnahme des Geräts war das Erstaunen über die anhand bebilderter Kurzanleitungen kinderleichte Vorgehensweise groß – insbesondere als bereits kurz nach Beginn des Prozederes die erste lupenreine Druckseite aus dem Ausgabefach gespult wurde. Die Installation der für den Betrieb notwendigen Software war simpel und komplikationslos, sie ging ähnlich schnell wie der Aufbau des Multifunktionsgerätes von der Hand. Und hier eröffnete sich auch das erste Mal der Funktionsreichtum und das einwandfreie Zusammenspiel der Brother-Software mit dem MFC-L8900CDW, welches ganz neue Möglichkeiten in Kontrolle und Anpassung durch den Anwender eröffnet. Doch nun zum regulären Betrieb: Das Multifunktionsgerät wurde von uns wie beschrieben zum einen für administrative Zwecke genutzt. Es kam dabei vor, dass mal eben hunderte von doppelseitigen Formularen gedruckt oder ebenso gut ein ganzer Ordner doppelseitiger Gesetzesbestimmungen zur Digitalisierung gescannt werden mussten. Beides erledigte unser Testobjekt ohne Murren und auf Knopfdruck. Weitere Handgriffe waren nicht nötig, denn die Duplex-Funktion tat zuverlässig ihr Übriges. Es fiel außerdem auf, dass all dies sehr leise von Statten ging. Die Geschwindigkeit war in beiden Fällen gut, wenn die Prozesse jeweils auch erst nach einer kurzen Reaktionszeit des Druckers durchgeführt wurden. Das Gerät bewies zudem eine außerordentlich gute Konnektivität und Kompatibilität. Egal von welchem Vereins- oder Privatrechner oder von welchen Mobiltelefonen es per Software bzw. App angesteuert wurde – er tat das, was man wollte. Druck per WLAN von der anderen Seite des Gebäudes? Scan auf USB-Stick? Alles kein Problem! Dabei blieben die Betriebskosten des MFC-L8900CDW übrigens noch immer moderat, vermutlich dank der fortschrittlichen, darin verbauten Technologie und ganz sicher wegen der vernünftig angesetzten Preislage der Toner. Nun jedoch ging es ans Eingemachte: Das Multifunktionsgerät wurde in unsere hochschulgruppeneigene Werkstatt verbracht und dort erneut in Betrieb genommen, um sich nun im technischen Anwendungsbereich zu beweisen. Und funktionierte. Trotz der unreinen Umgebung, schleifstaubgeschwängerter Luft, schmierfettbehafteten Bedienerfingern und herumfliegender Metallspäne konnten wir einwandfreie und scharf gestochene technische Zeichnungen zu Papier bringen. Zu Empfehlen ist dieses Umfeld für den Drucker allerdings bestimmt nicht – über dessen Einfluss auf die Lebensdauer können wir nach unserer mehrwöchigen Testphase dabei natürlich noch keine Aussage machen. Zusammenfassend können wir als technische Hochschulgruppe mit vielfältigen erprobten Aufgabenstellungen für das Brother MFC-L8900CDW-Multifunktionsgerät behaupten, dass dies ein großartiger, hochfunktioneller Drucker mit einfacher Inbetriebnahme und einer außergewöhnlichen Konnektivität ist, der komplikationslos seinen Dienst tut – und das auf angenehm bedienerfreundliche und wunderbar geräuscharme Weise. In unserem Testbetrieb konnte stets eine sehr gute Qualität kombiniert mit einer einwandfreien Geschwindigkeit erreicht werden, sowohl im Druck- als auch im Scan- und Kopiermodus. Selbst bei der Erstellung hochauflösender Bilder. Den Faxmodus haben wir leider nicht testen können, wir gehen hier jedoch vom Selben aus. Absolute Empfehlung!
So wie quasi alle Bereiche des (öffentlichen) Lebens steht leider auch bei uns die Werkstattarbeit aufgrund des Coronavirus gezwungenermaßen quasi still. Zeit genug, um wichtige organisatorische oder zulassungstechnische Themen aufzuarbeiten, die leider sonst oft ein bisschen auf der Strecke liegen bleiben. Und ebenfalls Zeit genug, um wieder ausführlicher über unsere Arbeit zu Berichten. Aufgrund eines Leserwunsches [Anm. d. Red.: Falls auch du – ja genau du – ein bestimmtes Thema näher erläutert haben willst, kannst du uns gerne kontaktieren; vielleicht ergibt sich ja auch daraus ein weiterer Artikel. Eine Antwort gibt es aber in jedem Fall 😉] widmen wir uns heute dem Thema Steuerung der AK-X, genauer gesagt der Mischerplatte, dem Zentralen Element der Steuerung.
Die Steuerung der AK-X
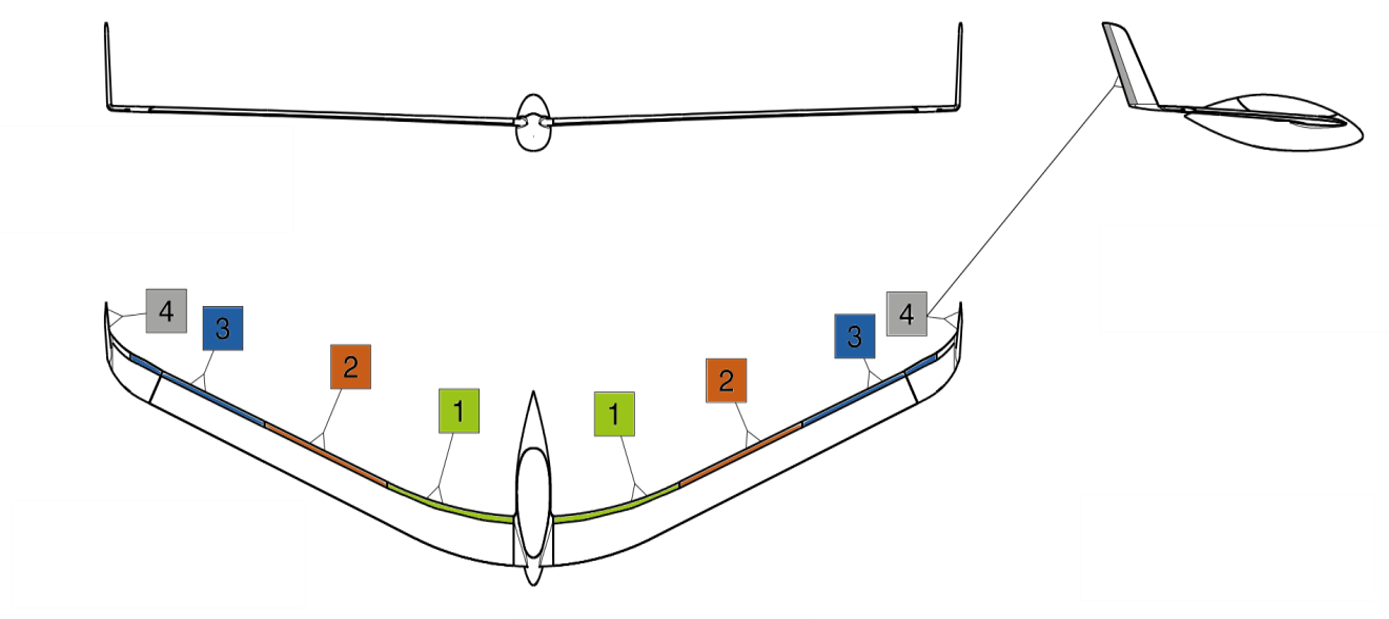
Doch gehen wir nochmal ein paar Schritte zurück und reden über die Steuerung eines Segelflugzeugs allgemein. Was muss diese können? Die Steuerung ist dafür da, die vom Piloten gewünschte Flugzeugbewegung durch Eingabeorgane über Übertragungsglieder zu den entsprechenden Steuerflächen zu bringen. Diese sehr abstrakte Formulierung wird meistens durch relativ einfache, Mechanische Hebel und Seilzüge realisiert. Die Bewegung des Steuerknüppels wird aufgeteilt in Höhenruder- und Querrudersignal und über Steuerstangen an die jeweiligen Ruder übertragen. Verfügt das Flugzeug zusätzlich über eine Wölbklappe, wird diese in der ein oder anderen Weise zum Querruder dazu gemischt, da die Funktion ebenfalls durch Ruderklappen an der Flügelendleiste realisiert wird. So langsam kommen wir zum Kern des Problems: die AK-X verfügt über kein Höhenruder im klassischen Sinn. Die Funktion des Höhenruders ist ebenfalls in den Flügelendleistenklappen integriert. Wölbklappenflugzeuge verfügen über eine, meistens aber zwei Ruderklappen im Flügel für die Funktion des Querruders und der Wölbklappe. Die AK-X benötigt aus flugmechanischen Gründen drei Klappen: eine vor dem Schwerpunkt, eine im Schwerpunkt und eine hinter dem Schwerpunkt.
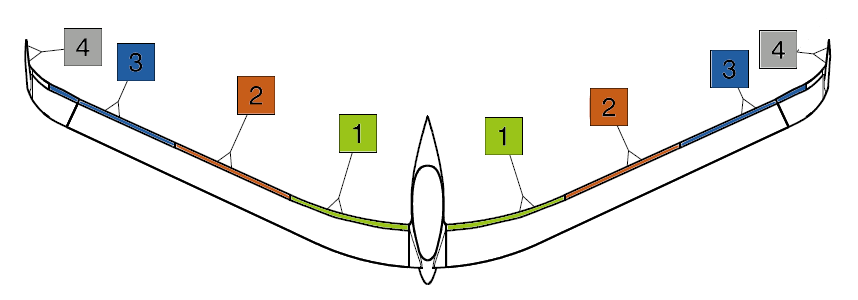
Draufsicht der AK-X mit Ruderklappen: 1. innere Klappen vor dem Schwerpunkt 2. mittlere Klappen im Schwerpunkt 3. äußere Klappen hinter dem Schwerpunkt 4. Seitenruder in den Winglets
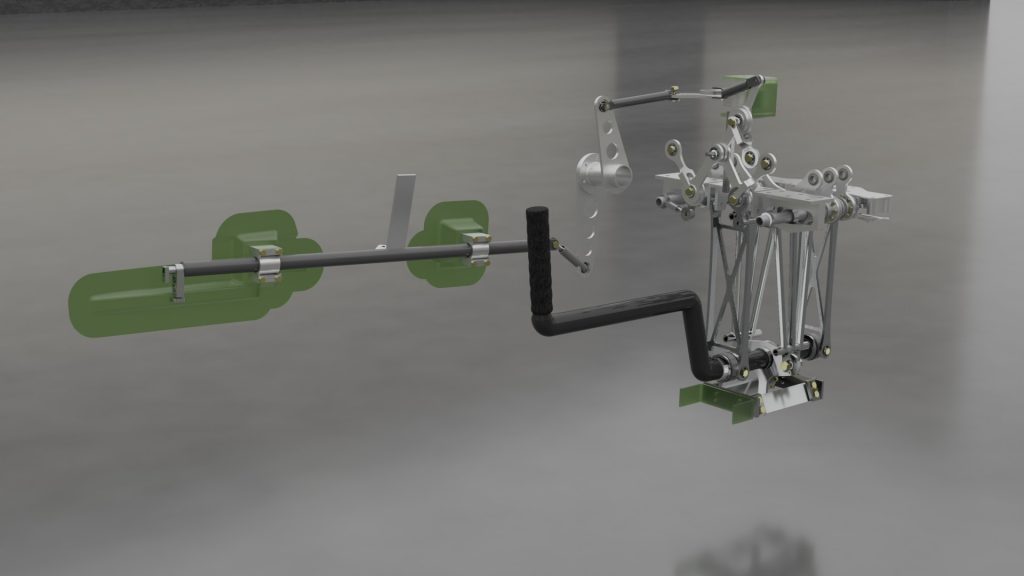
Aufgrund dieser kinematischen Randbedingungen – drei Ruderfunktionen durch die gezielte Ansteuerung von drei Ruderklappen realisieren – ergeben sich für die Steuerung der AK-X ein paar sehr interessante konstruktive Anforderungen. Im Kern dieser Anforderungen an die Steuerung steht die sogenannte Mischerplatte. Diese kann als Herzstück der Steuerung betrachtet werden, da sie die Funktion des Höhenruders, des Querruders und der Wölbklappe vereint – also mischt.
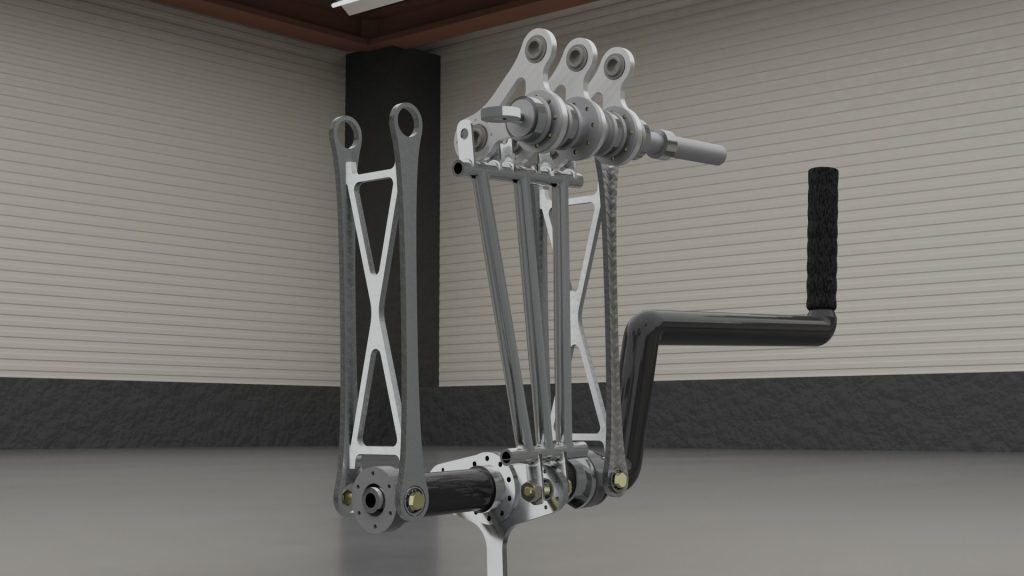
Die Mischerplatte ist die Rohrkonstruktion in der Mitte der Steuerung. Sie verbindet den Steuerknüppel (schwarz) mit den drei Outputplatten (oben). In diesem Bild ist nur eine Seite der Steuerung gezeigt.
Gehen wir ein bisschen auf den aktuellen Stand der Konstruktion ein. Die AK-X verfügt über zwei dieser Mischerplatten; jede ist für die Mischung einer Seite zuständig. Die Mischerplatte ist an ihrem unteren Ende über ein Gleitlager mit dem Steuerknüppel verbunden. Durch die Parallelogrammsteuerung sind dabei Höhenruder- und Querrudersignal eindeutig voneinander getrennt. Das Höhenruder beschreibt hauptsächlich eine Translation in der Flugzeuglängsachse, während das Querruder eine Rotation um diese Achse beschreibt.
Höhen- und Querruderanimation
Am oberen Ende der Mischerplatte sind die drei sogenannten Outputplatten befestigt. Diese nehmen das gemischte Signal der Mischerplatte ab und geben es als Output an die Steuerstange für die jeweilige Klappe aus. Dabei sind die Outputplatten auf einer Stange drehbar gelagert, welche durch eine Lageänderung im Rumpf die Outputplatten differenziert bewegt. Diese Bewegung realisiert die Wölbklappenfunktion. Das Bewegen der Outputplatten näher zum Flügel wölbt das Profil positiver, werden die Outputplatten in die Mitte des Rumpfes gezogen wird negativer gewölbt. Der Clou: die vorher vorgestellte Mischerplatte macht diese Bewegung mit und sorgt dafür, dass alle drei geforderten Bewegungen überlagert werden.
die Kernfunktion der Wölbklappe ohne Ansteuerung
Zusammengefasst heißt das also: die Mischerplatte mischt Höhen- und Querruder und gibt diese Signale auf die Outputplatten, welche die Signale um 90° umlenken und in den Flügel leiten. Der Rotationspunkt der Outputplatten wird durch die Spreizung der Wölbklappenstange eingestellt und überlagert so zusätzlich die Wölbklappenfunktion.
Der letzte Artikel zum Bruchwinglet befasste sich mit dem Innenleben des Bauteils. Nach dem Verkleben der beiden Schalen ist dieser Bereich nicht mehr erreichbar und damit definitiv abgeschlossen. Das Entformen ist dann immer eine besondere Aktion: Zum ersten Mal hat man das neue Teil „vollständig“ in der Hand.
Bei den Winglets der AK-X ist die Struktur damit aber noch nicht vollständig fertig: Durch den scharfen Knick haben die Holmgurte bei Biegung des Winglets nach außen die Tendenz, sich vom Steg abzulösen (siehe Bildergalerie). Die Verklebung allein kann diese Belastung nicht aufnehmen, daher wird der Holm im Knickbereich mit Rovings umwickelt, um die Gurte zusammenzuhalten. Dieses Verfahren war für uns völlig neu und auch etwas mühsam, hat aber sehr gut funktioniert. Schließlich wurden noch Deckel infiltriert, die die Schale über der Wicklung von außen schließen.
Außerdem mussten für die Steckung an den Flügel noch von außen mehrere Löcher gebohrt werden. Nach dem Erfolg dieser etwas nervenaufreibenden Aktion (schließlich könnte man das in vielen hundert Arbeitsstunden entstandene Teil erheblich beschädigen) konnten dann die letzten Messingbuchsen eingeklebt werden, über die sowohl im Bruchversuch als auch im Flug die Lasten an den Flügel übertragen werden.
Schließlich blieb noch das Besäumen der überstehenden Schale, um die Außenkontur auf die Endabmessungen zu bringen, das Einpassen und Einkleben der Deckel und Finishen der Oberfläche. Parallel dazu wurde eine Transportkiste vorbereitet, um den sicheren Versand nach Paris sicherzustellen – und damit wären wir wieder am Anfang dieser Beitragsreihe.
Frisch aus der Form gepellt. Die Schale muss stellenweise noch zugesägt werden.
Im Knickbereich wirkt auf die Holmgurte eine Schälbeanspruchung…
Um diese abzufangen wurden bereits vor dem Bau der Schalen Inserts und Wachsplatten in die Form geklebt…
… um dann nach dem Entformen durch die entstandenen Schlitze den gesamten Holm im Knickbereich zu umwickeln.
Die Kohlefaserrovings halten die Gurte auch bei Schälbeanspruchung zusammen.
Zur Abdeckung der Wicklung wurden Deckel infiltriert…
Die Deckel werden eingepasst und schließen die Schale über der Wicklung.
Zum Schluss wird der bestehende Lack angeschliffen und für das Messefinish noch einmal überlackiert.
Aktuell arbeiten wir am Versuchsaufbau und dem Ablauf des Bruchversuchs. Dazu werden wir natürlich bald wieder berichten.
Wie im letzten Artikel zum Bruchwinglet berichtet, sind die Schalen die größten und bei der AK-X auch aufwändigsten Einzelteile der Winglets. Nach deren Fertigstellung fehlt allerdings noch ein Großteil der Struktur, nämlich Holm- und Endleistenstege zur Kraftübertragung zwischen den Gurten bzw. den Schalen sowie einige Rippen und Stege für die Steckung zwischen Flügel und Winglet und ein Lagerbock für die Steuerung. Für die passgenaue Fertigung haben wir zwei verschiedene Verfahren gewählt: Die kleineren Teile, die präzise positionierte Bohrungen für die Steckungsbuchsen oder Lagerungen benötigen, sind geometrisch teils komplex. Wie auch schon für viele andere Einbauteile der AK-X wurden hierfür Formen FDM-3D-gedruckt. Das hat den Vorteil, dass kostengünstig und mit wenig Vorlauf- und Arbeitszeit auch komplizierte Formen realisiert werden können, die geometrisch gut dem CAD-Modell entsprechen. Für die Holm- und Endleistenstege ist dieses Verfahren jedoch allein durch die größeren Abmessungen unpraktisch. Außerdem kommt es hier weniger auf exakt dem CAD-Modell entsprechende Geometrie an, sondern es ist wichtig, dass die Teile genau in die Schalen und somit zur realen Form der schon hergestellten Struktur passen. Dafür haben wir die Schalen geschlossen und den so entstehenden „Bauraum“ ausgeschäumt. Aus dem entformte Schaumkern wurden Positive, die den späteren Teilen entsprechen, ausgeschnitten und mittels Schleifen und Spachteln der gewünschten Form angepasst. Auf diesen Positiven konnten nun konventionelle GfK-Negativformen laminiert werden. Zur Verstärkung gegen Beulen wurden zugunsten eines niedrigen Bauteilgewichts und einfacher Herstellung Sicken durch in die Form geklebte „Linsen“ modelliert. Formen sind im Prototypenbau oft die halbe Arbeit, und so konnten wir die eigentlichen Teile in wenigen Laminieraktionen zügig bauen. Bei den Vorbereitungen zum Einkleben der Teile in die Oberschale zeigte sich der Vorteil des vielschrittigen Formenbaus: Insbesondere die mittels Schaumkern geformten Stege passen perfekt. Zuerst wurden die Stege im senkrechten Teil des Winglets eingeklebt. Für die sechs verbleibenden Teile machte sich die besondere Unterkonstruktion der Formen bezahlt: ohne eine horizontal ausrichtbare Verklebefläche (wenn auch in etwas unergonomischer Höhe) wäre die gleichzeitige genaue Positionierung der einzuklebenden Teile kaum möglich. Schließlich konnten wir das Bruchwinglet endlich zukleben. Normalerweise ist das der letzte große Arbeitschritt an der Struktur einer Baugruppe. Doch was ist schon normal beim Bau eines Nurflügels? Um eine weitere strukturelle Besonderheit der Winglets und die letzten Arbeiten am Bruchversuchsteil geht es im nächsten Artikel…
Zuerst wurden die Schalen mit Folie ausgekleidet und mit Wachsplatten ein Verklebespalt simuliert.
Dann wurde die Form geschlossen und der Hohlraum ausgeschäumt.
Aus dem Schaumkern lassen sich Formkerne für die Einbauteile gewinnen…
… aus denen wiederum konventionelle Negativformen entstehen.
Schließlich werden darin die Holm- und Endleistenstege laminiert.
Andere Einbauteile entstehen in 3D-gedruckten Formen.
Genaues Ausrichten vor dem Einkleben in die Schale
Fertig eingeklebte Teile und Schaumbarrieren für das Verklebeharz
Fertig aufgetragenes Verklebeharz kurz vor dem finalen Schließen der Form
Die Winglets der AK-X sind nicht nur ungewöhnlich groß, sondern müssen auch viel mehr Funktionen erfüllen als die Flügelenden herkömmlicher Flugzeuge. Wie bereits an früherer Stelle erklärt, gibt es hier einige aerodynamische Herausforderungen, die wiederum hohe Anforderungen an die Struktur stellen: Für die Funktion als Seitenleitwerk ist ein hoher erreichbarer Maximalauftrieb nötig. Dieser sorgt (zum Beispiel bei hohen Geschwindigkeiten in böiger Luft) für sehr hohe aerodynamische Lasten auf das Bauteil. Insbesondere der enge Knick im Übergang von Flügel zu Winglet stellt durch die Umlenkung des Kraftflusses hohe Ansprüche an die Festigkeit. Gleichzeitig müssen die Winglets aber besonders leicht sein, um bei hoher Geschwindigkeit nicht das Flattern zu begünstigen. Um diese widersprüchlichen Forderungen zu erfüllen kamen beim Bruchwinglet einige besondere Bauweisen zum Einsatz, die in den folgenden Blogbeiträgen genauer beschrieben werden sollen:
Zuerst ging es an den Bau der Schalen. Eine Neuheit für uns war die Verwendung von Biaxialgelege für die großen Kohlefaserlagen anstelle des im Flügel verwendeten Gewebes. Der für die Verstärkung des Knickbereichs aufwändige Lagenaufbau und die Harz- und damit Gewichtsersparnis sprechen für Vakuuminfusion der Außenschale anstelle des klassischen Handlaminierens. Um einen zusätzlichen Verklebespalt zu sparen und die mehrfach gebogene Geometrie überhaupt realisieren zu können, wurden die Holmgurte direkt in die Schale integriert. Das Laminat wurde dadurch relativ dick – und damit die Unsicherheit, ob das Harz überhaupt alle Lagen durchtränken kann. Um das kontrollieren zu können (und natürlich um das Gelege bestaunen zu können 😉 ) hatten wir mit Klarlack in die Form lackiert. Stützschaum und Innenlaminat wurden konventionell gebaut, denn hier hätte die Vakuuminfusion durch Auffüllen der Poren im Schaum mehr geschadet als gespart.
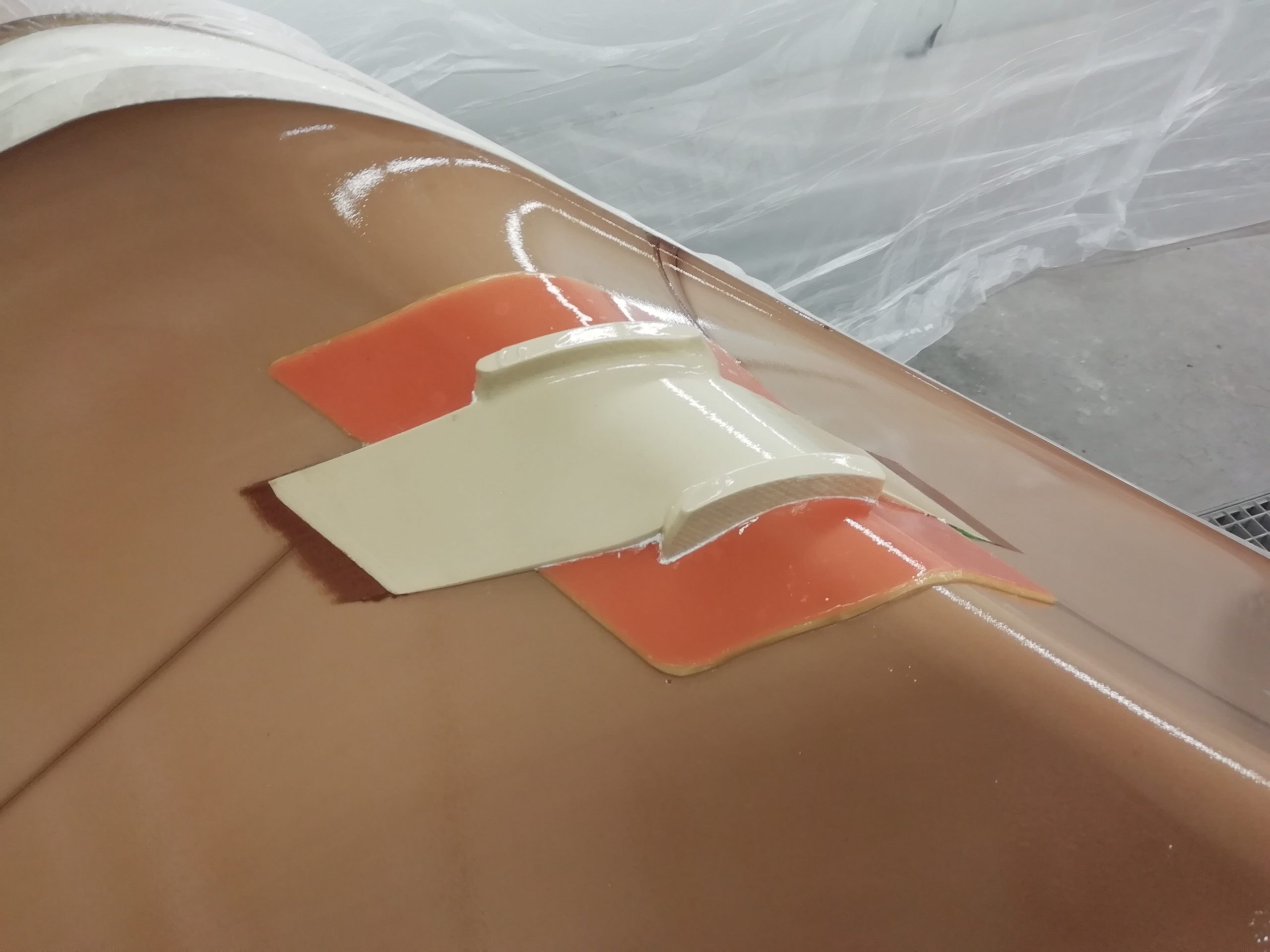
Die erste Schicht eines außenliegenden Bauteils bildet der Lack (hier Klarlack), der direkt in die Form lackiert wird.
Zuvor wurden Wachsplatten und 3D-gedruckte Offsets in die Form geklebt, um Vertiefungen in der Schale, z.B. für Klebeflächen zu modellieren.
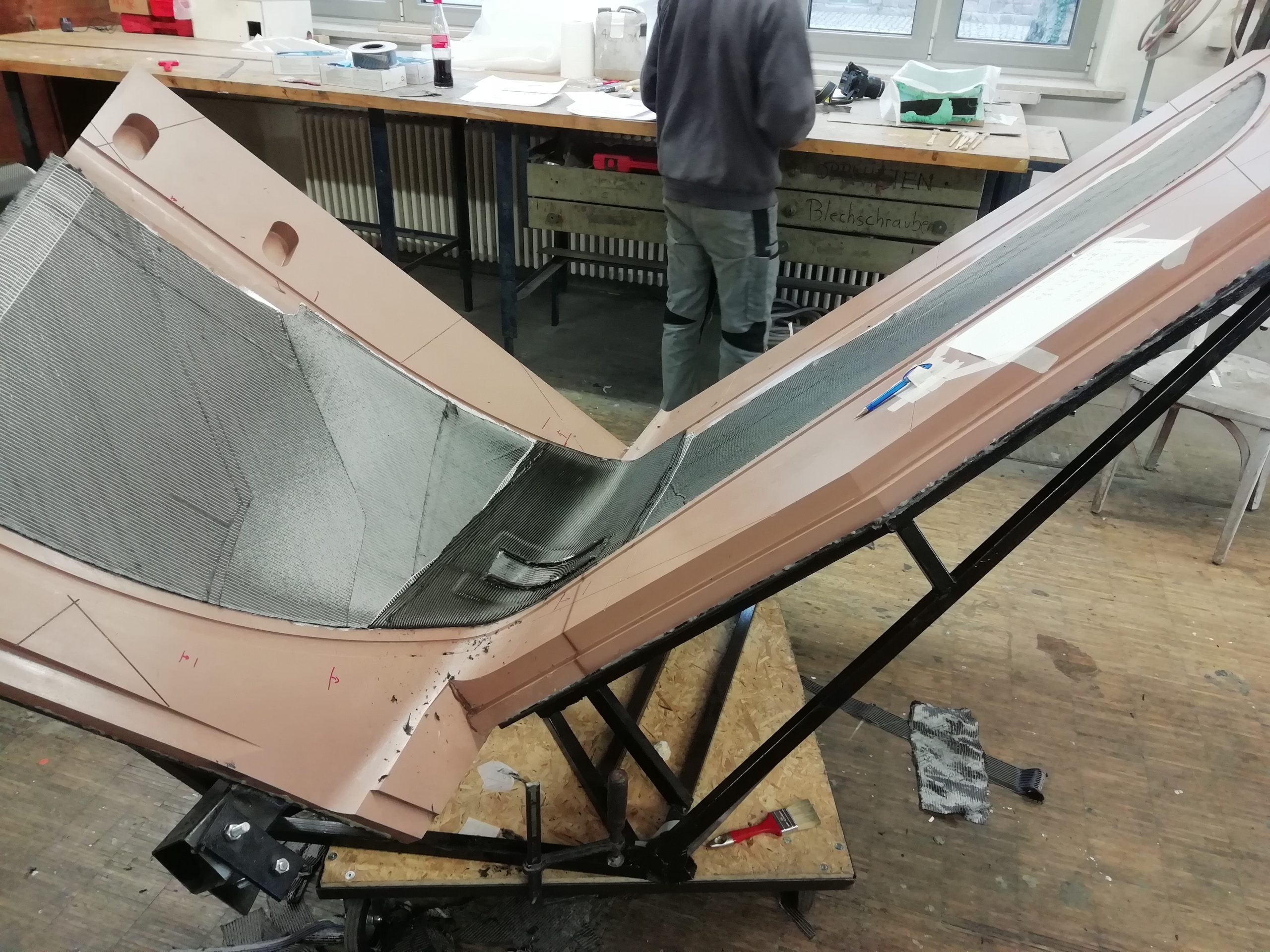
Einlegen der Gelege und Gewebe für die Außenschale – das erste arbeitsintensive Wochenende der nächsten zwei Monate
Zuerst werden Gewebe und Gelege der eigentlichen Schale mit zahlreichen Verstärkungslagen im Knickbereich eingelegt.
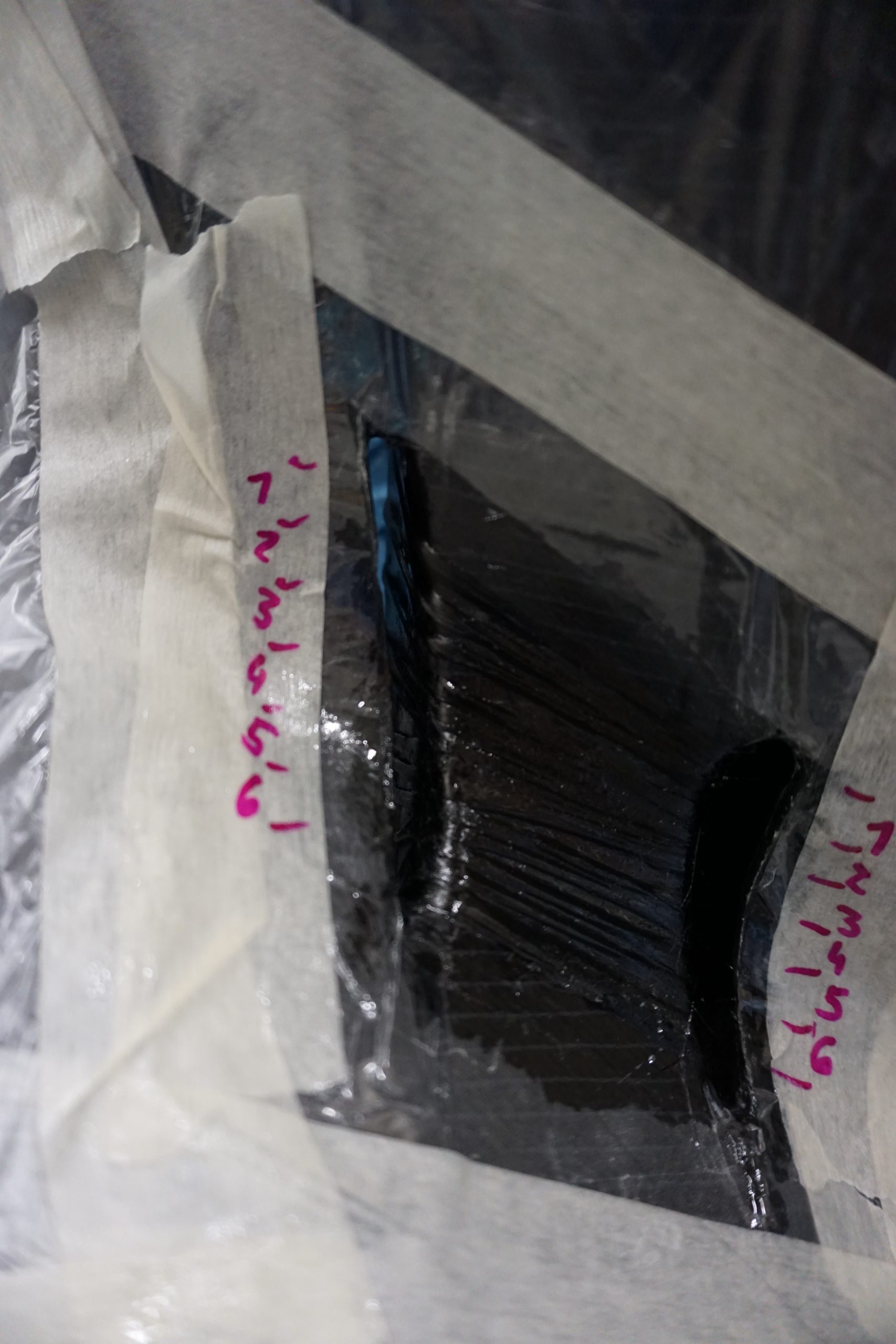
Es folgt der Infusionsaufbau: Lochfolie, Fließhilfe sowie die Schläuche für Harzzufluss und Absaugung.
Schließlich wird alles in Vakuumfolie verpackt, abgedichtet und der Harzzufluss kann geöffnet werden!
(Zwischen-) Ergebnis: Das fertige Außenlaminat der Oberschale. Gut zu sehen ist der in die Schale integrierte Holmgurt.
Als Nächstes wird der Stützschaum eingeklebt. Er verhindert Beulen an den dünneren Stellen des Laminats.
Und zu guter Letzt folgt das Innenlaminat. Hier die fertige Unterschale.
So hatten wir nach etwa drei Wochen mit mehreren Ganztages-Bauaktionen zwei schöne Schalen, die nur darauf warteten, mit Einbauteilen gefüllt zu werden. Um deren Entstehung geht es im nächsten Artikel.
Wie jedes andere Flugzeug benötigt die AK-X eine statische Druckabnahme, damit Instrumente wie Fahrt- und Höhenmesser funktionieren können. Eine Möglichkeit ist, diese Druckabnahme in eine lange, sog. Multisonde zusammen mit der Staudruckabnahme und der TEK (kompensierte Totalenergieabnahme für das Variometer) zu integrieren. Das ist bei der AK-X jedoch ungünstig, da eine solche Sonde in unserem Fall nur an der Rumpfspitze montiert werden kann. Dort gibt es jedoch einen Konflikt mit dem nicht weit entfernten Schleppseil. Alternativ ist es üblich, dass einfach 1-2 kleine Löcher an Stellen im Rumpf gebohrt werden, an denen die Luftströmung wenig gestört ist, wie z.B. in der Mitte der Rumpfröhre.
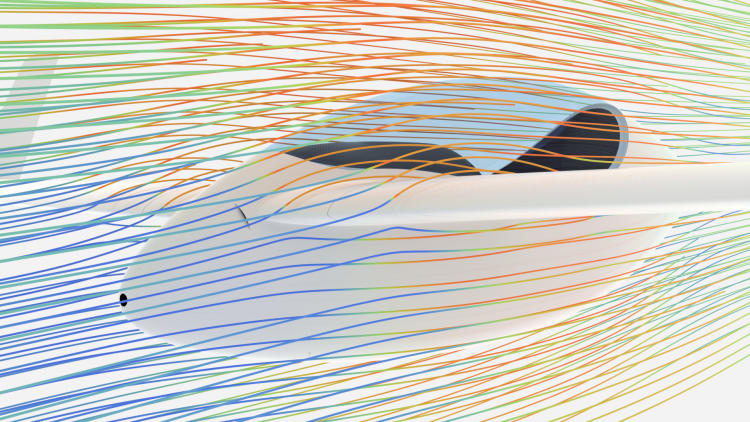
Bei der AK-X lässt sich so eine ungestörte Stelle durch die weit vorne liegenden Tragflächen und den sehr kurzen Rumpf nicht einfach ausmachen, weshalb wir mittels einer numerischen Strömungssimulation (CFD) die Druckverteilung um das Flugzeug für verschiedene Fluggeschwindigkeiten analysiert haben.
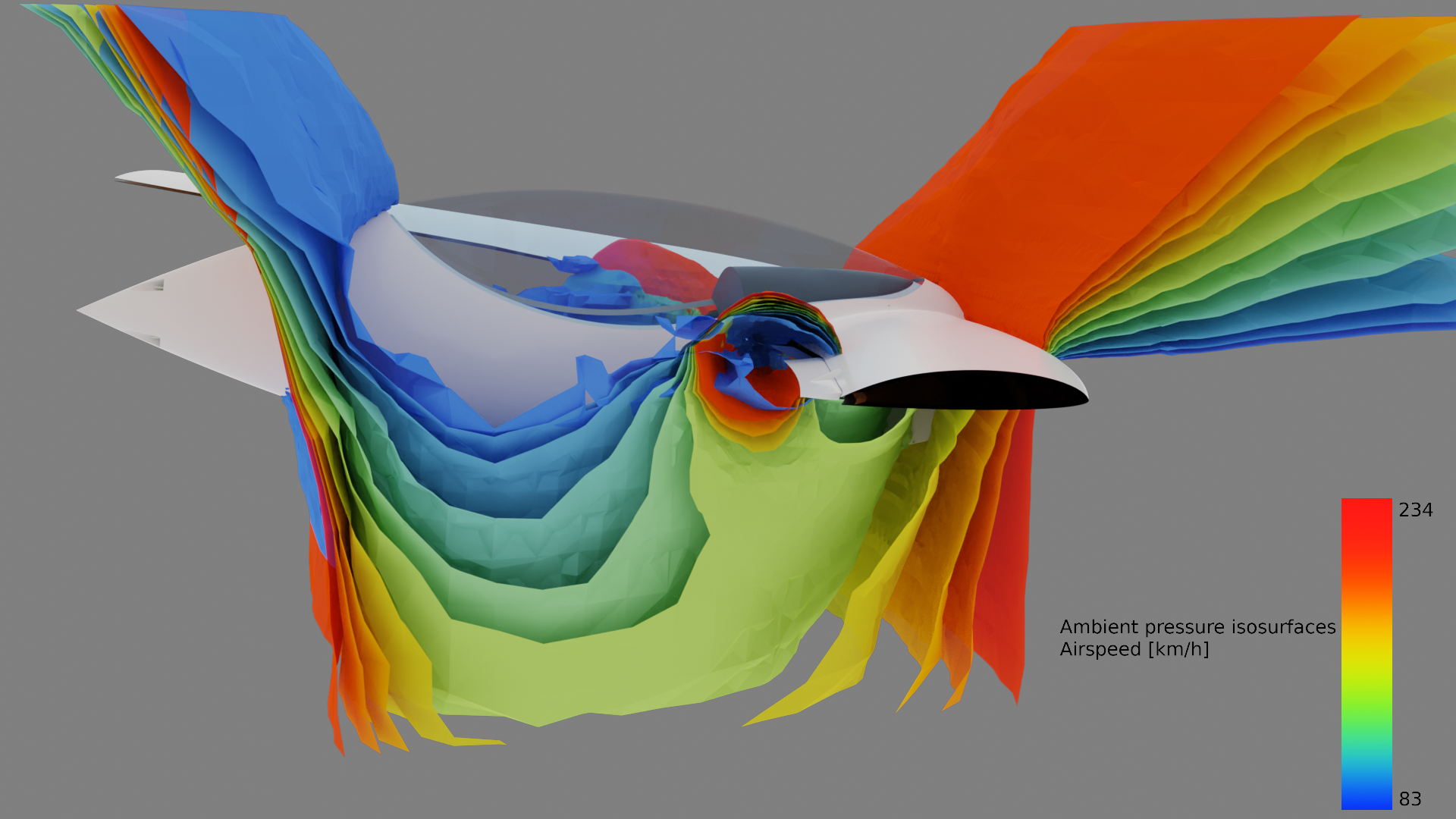
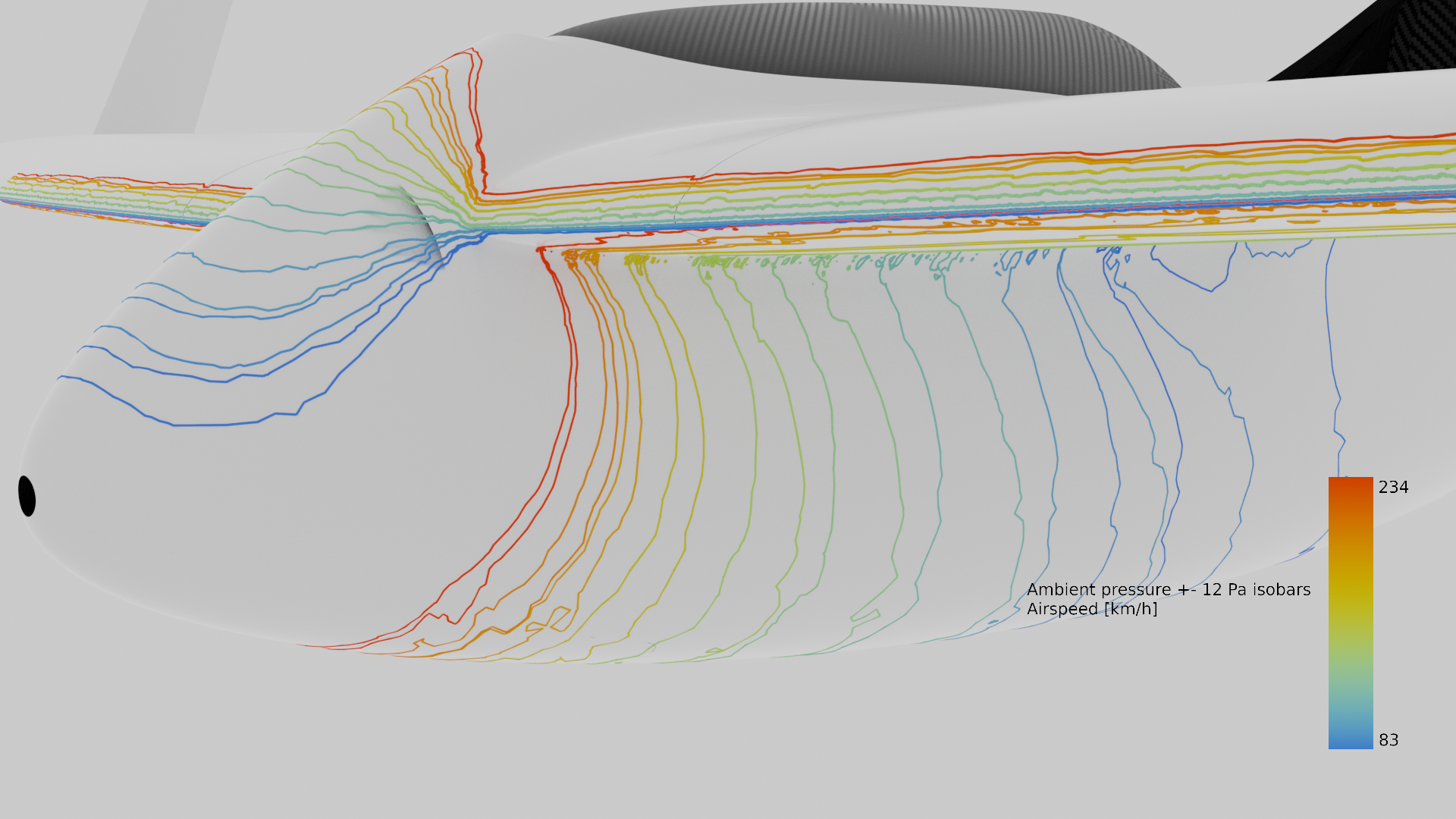
Höhere Fluggeschwindigkeiten führen zu höheren dynamischen Drücken. Da wir jedoch einen Ort suchen, an dem der äußere statische Druck an der Außenhaut des Flugzeugs anliegt, ist die höhere Geschwindigkeit für sich genommen kein Problem. Eine höhere Fluggeschwindigkeit bedeutet jedoch, dass der Anstellwinkel sinkt, was zu einer Verschiebung der Druckverteilung führt. Das kann man an den Verläufen der Isoflächen des statischen Drucks erkennen: Für jede Fluggeschwindigkeit ist die Stelle, an der der lokale statische Druck dem Umgebungsdruck entspricht anders:
Im vorderen Bereich des Flugzeugs ist die Druckverteilung sehr komplex
An der Schnauze liegen die Isoflächen relativ nah beieinander…
Die Position in der nähe des Rettungssystems sieht auch vielversprechend aus ..
Eine günstige Position für die statische Druckabnahme lässt sich also dort vermuten, wo die Isoflächen äußeren Druckes möglichst nah beieinander liegen und die Verschiebung der Druckverteilung in Abhängigkeit vom Anstellwinkel des Flugzeugs (der wiederum von der Fluggeschwindigkeit abhängt) gering ist.
Diese Einschätzung ist jedoch falsch bzw. unvollständig. Denn nach dieser Bedingung wäre eine Position der statischen Druckabnahme am Flügel durchaus positiv zu bewerten. Das Problem am Flügel sind jedoch die starken Druckgradienten, sodass schon bei kleiner Abweichung von der Isolinie ein deutlich anderer Druck vorliegt. D.h. man benötigt eine weitere Bedingung: Der Druckgradient muss an einer möglichen Position der statischen Druckabnahme gering sein.
Das bedeutet, wir legen ein Intervall um die Isofläche fest (in unserem Fall +-12Pa, was auf Mehreshöhe einem Höhenunterschied von 1m entspricht), in dem die statische Druckabnahme liegen muss. Wenn man diese Intervallisoflächen mit der Rumpfoberfläche verschneidet erhält man somit je Anstellwinkel (und damit Geschwindigkeit des Flugzeugs) zwei Linien, zwischen denen die statische Druckabnahme liegen darf, um einen maximalen Messfehler von +-1m Höhe zu gewährleisten. Hier kommt nun wieder die Geschwindigkeit direkt ins Spiel: Je schneller das Flugzeug fliegt, desto höher werden die Druckunterschiede auf seiner Oberfläche. Das bedeutet die festgelegten +-12Pa resultieren für höhere Geschwindigkeiten in immer schmaleren akzeptablen Bereich für die statische Druckabnahme.
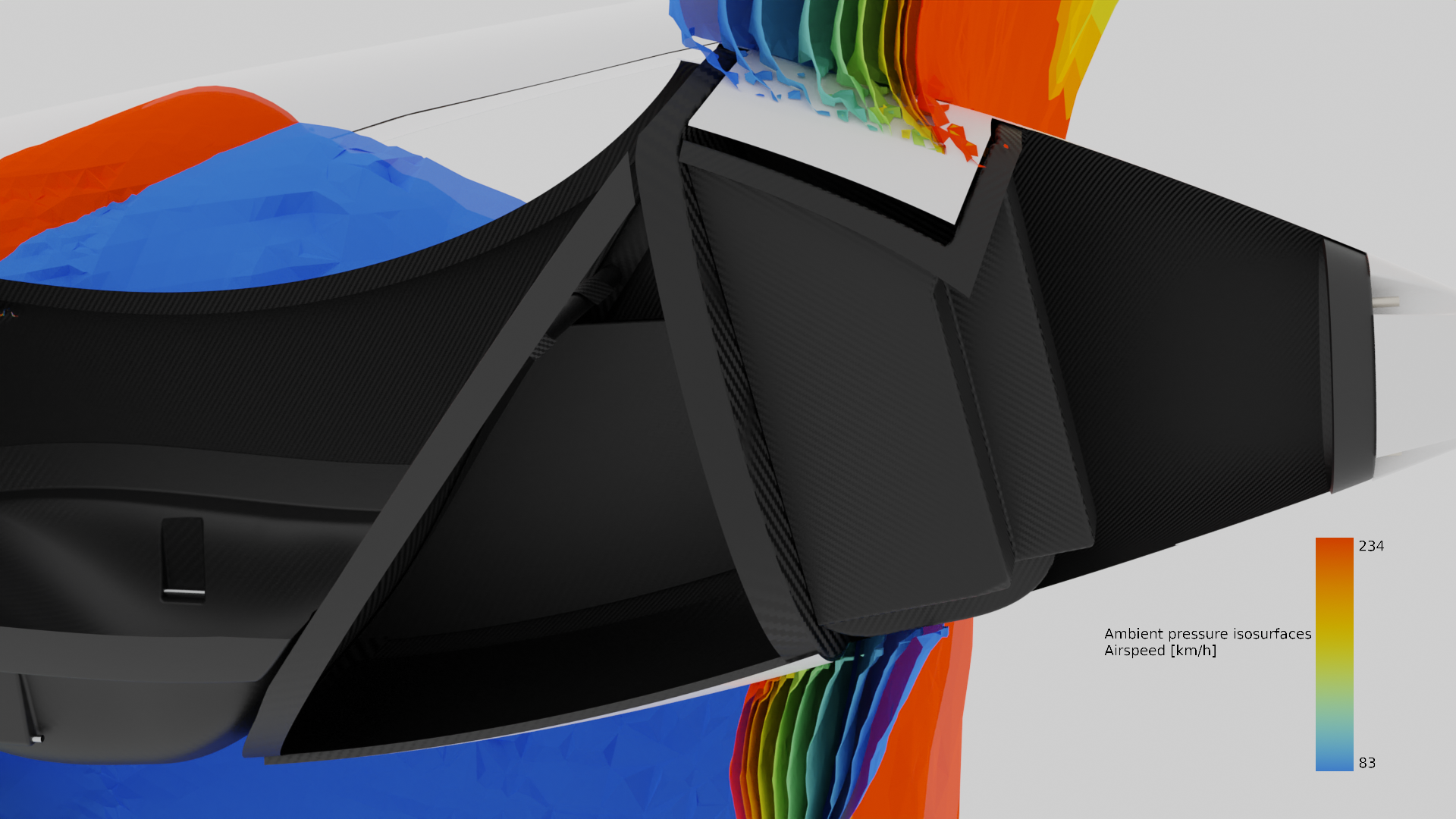
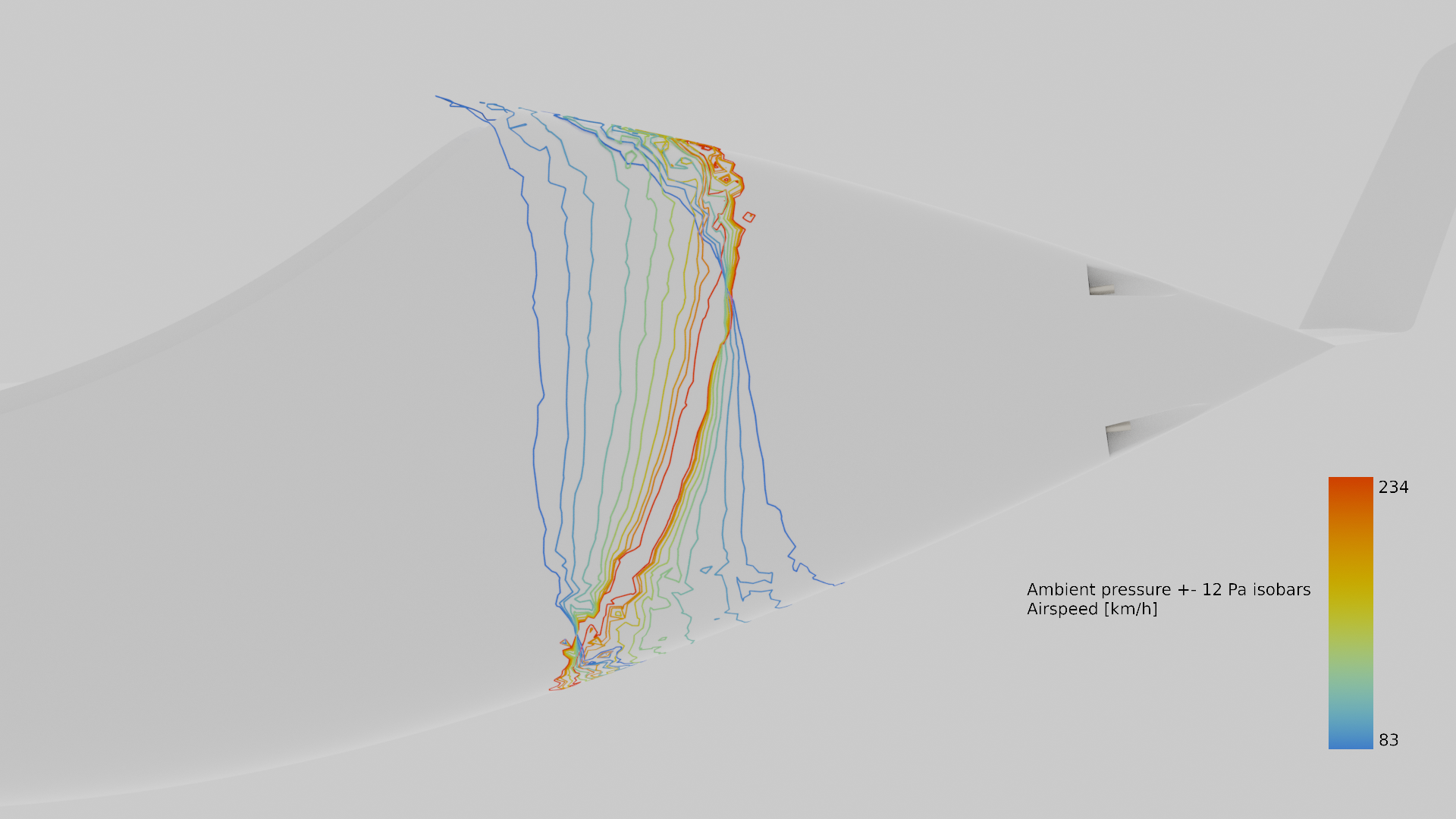
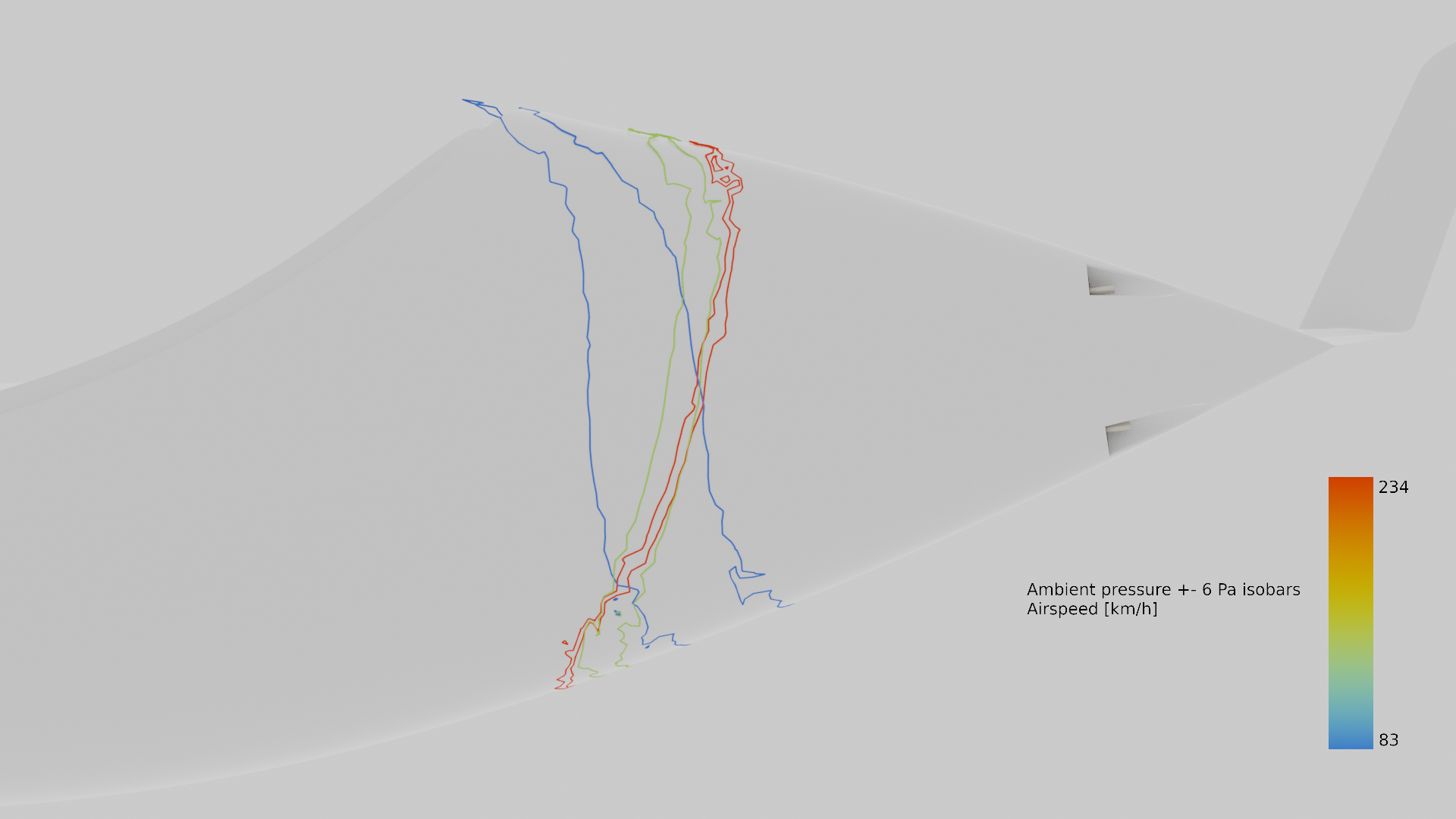
Um nun die beste Position für die statische Druckabnahme zu finden, suchen wir also eine Stelle, die für möglichst alle Geschwindigkeiten innerhalb der jeweiligen akzeptablen Bereiche liegt. Am Flügel sorgen die großen Druckgradienten dafür, dass trotz nah beieinanderliegender Isobaren keine Schnittmenge der akzeptablen Bereiche zu finden ist. Anders sieht es am Heck aus. Die Isoflächen des statischen Drucks liegen zwar am Dach des Rettungssystemkastens nah beieinander, die Schnittmenge der akzeptablen Intervalle ist jedoch schlecht dort oben. Das ist schade, da diese Position einen einfachen Einbau und einfache Wartung erlaubt hätte.
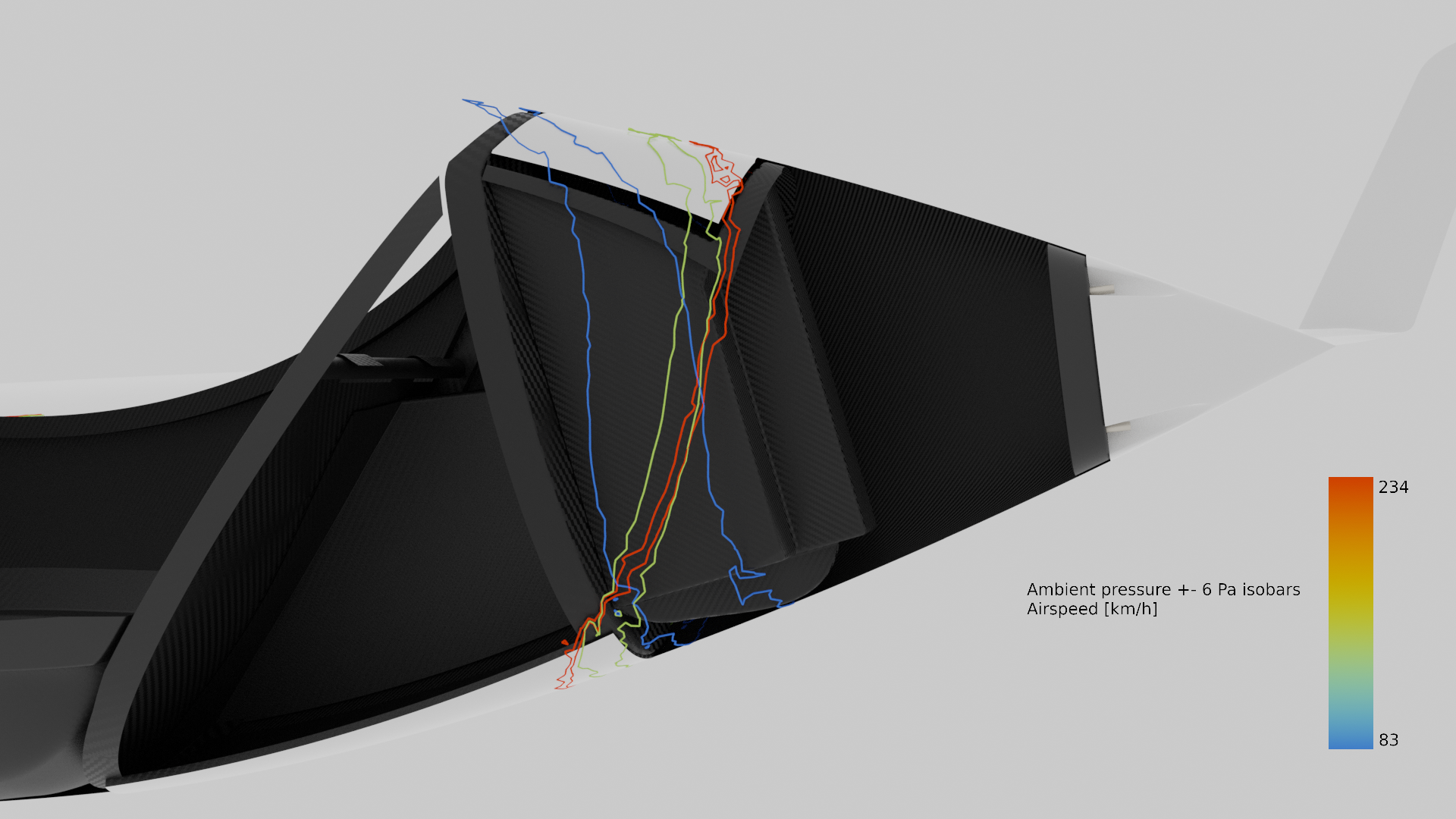
Die einzige wirklich akzeptable Position liegt ungefähr in der Mittelebene des Rumpfes neben dem Rettungssystemkasten. Die auftretenden Einbauschwierigkeiten lassen sich jedoch lösen, sodass wir diese Position nun exakt einmessen werden, um die Druckbohrungen zu setzen.
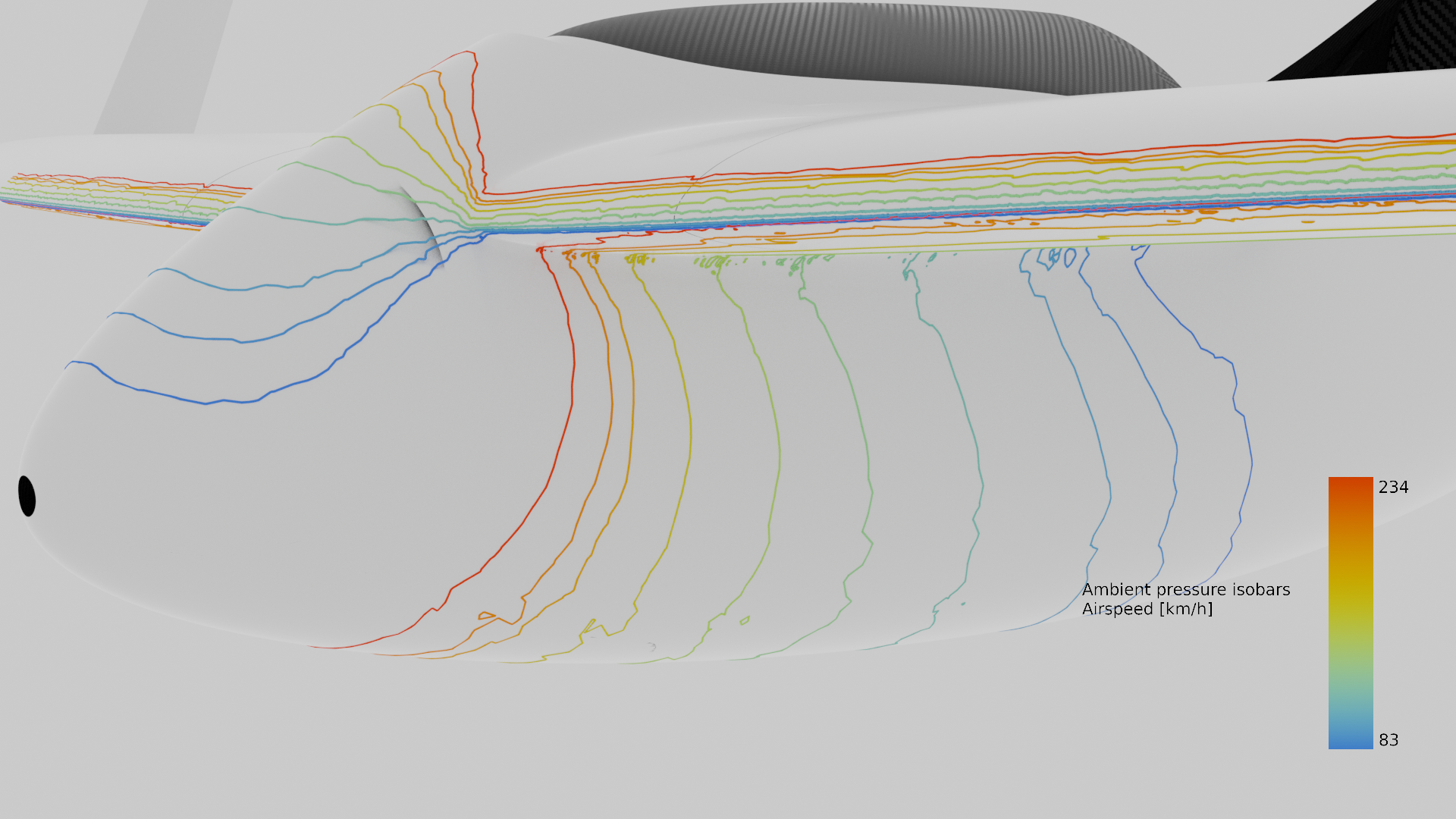
Die Isobaren für den Umgebungsruck sind realtiv gleichmäßig verteilt…
jedoch ergibt sich keine Schnittmenge wenn man den Toleranzbereich betrachtet.
Auf Höhe des Heckwassertanks liegen die Isobaren sehr nah beieinander…
und für den Toleranzbereich gibt es eine Schnittmenge über den Gesamten Geschwindigkeitsbereich…
auch wenn man eine engere Toleranz wählt.
Ein Blick unter die Rumpfschale offenbart, dass die beste Position sich am Hecktank befindet.
 AK-X
AK-X