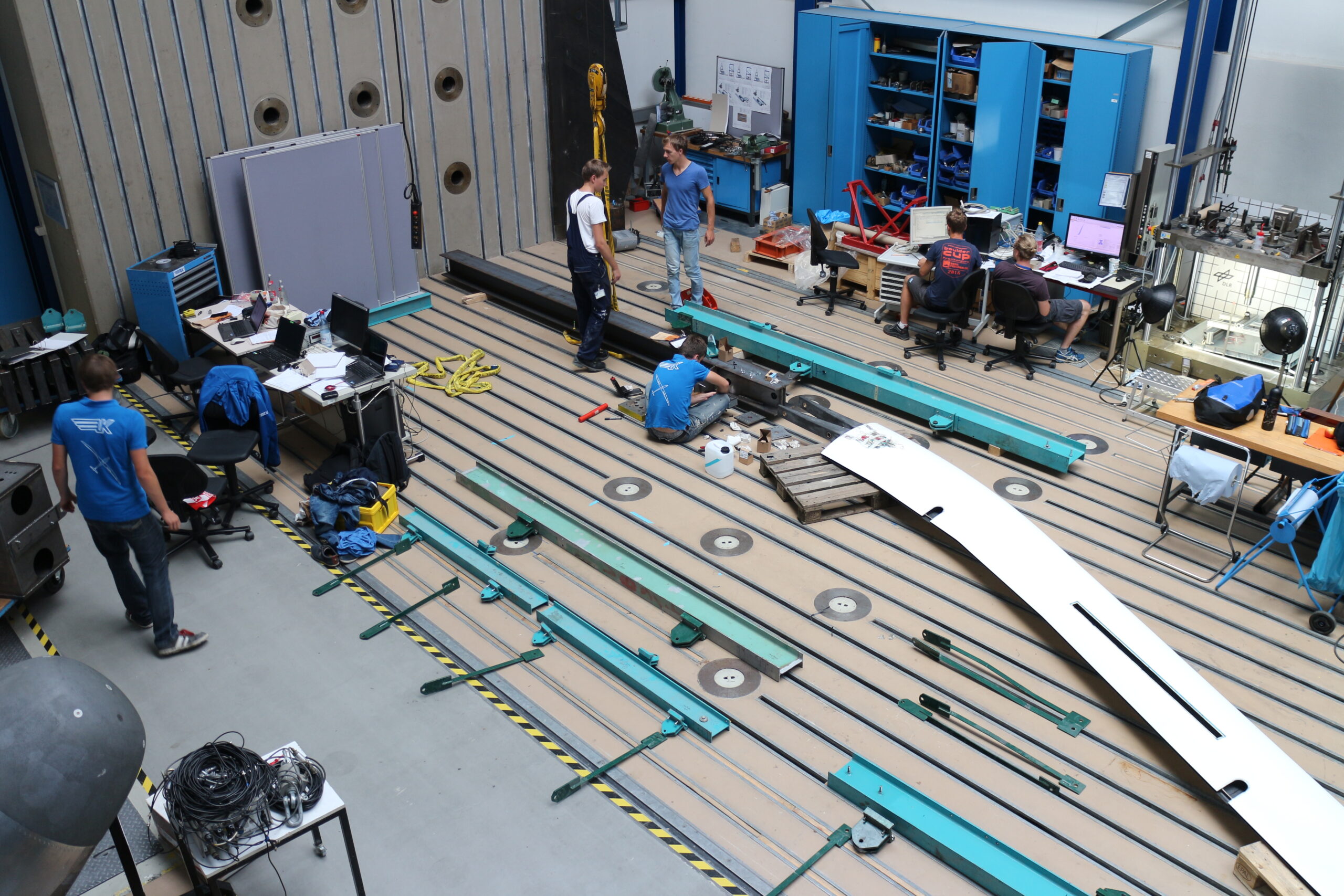
Nachdem wir zuvor einige Schwierigkeiten überwinden mussten, konnten wir heute endlich den Bruchflügel, Gegenflügel und Ersatzrumpf fest miteinander verbinden. Wie bei einem normalen Segelflugzeug wird der Flügel durch Bolzen gehalten und schwebt nun frei. Das eigene Gewicht trägt der Flügel locker und auch ein Gruppenbild lies ihn unbeeindruckt. Wir haben noch viel Arbeit bis zum eigentlichen Bruch nächste Woche vor uns, unter anderem muss noch das Belastungsgeschirr und die Vorrichtung, um den Flügel auf die benötigten 54°C aufzuheizen, angebracht werden. Wir blicken optimistisch auf die kommenden Tage und werden natürlich weiterhin regelmäßig über den Verlauf berichten.
Alle Teile haben ihren Weg zum DLR Stuttgart gefunden
Flügel, Ersatzrumpf und Gegenflügel sind zusammengebaut und werden in die Verankerung gehoben
Die Crew auf dem verankerten Objekt der späteren Zerstörung
Heute haben wir im Deutschen Zentrum für Luft- und Raumfahrt (DLR) in Stuttgart Stellung bezogen. Dort haben wir zwei Wochen lang die Möglichkeit, den Bruchversuch der rechten Tragfläche durchzuführen.
Zu aller erst müssen wir testen, ob alle relevanten Bauteile auch tatsächlich passen. Leider konnten wir dies im Vorfeld nur bedingt und in kleinem Umfang verifizieren, doch die Tests vor Ort sind alle soweit positiv ausgefallen. Jetzt geht es darum das Belastungs-Mobile aufzubauen. Durch das Mobile wird an verschiedenen Stellen im Flügel eine Last aufgebracht, die eine Auftriebsverteilung simuliert. Durch die Belastung bis zu unterschiedlichen Sicherheitsstufen wird die Berechnung der Struktur bestätigt und nachgewiesen, dass der Flügel den Belastungen im Flug später stand hält.
Die Durchführung des Versuchs ist für Anfang nächste Woche geplant.
So wird der Rumpf der AK-X aussehen, zumindest in seiner Kontur. Entstanden ist das sogenannte Rumpfpositiv ähnlich wie die Flügelformen. Am Computer wurde die Geometrie in einem CAD-System konstruiert, daraus der NC-Code für die Fräse erzeugt, die dann wiederum das Ureol in die gewünschte Form brachte.
Doch da enden dann auch die Gemeinsamkeiten: Die Flügelformen sind Negativformen, d.h. in ihnen kann man direkt ein fertiges Bauteil herstellen. Das Rumpfpositiv hingegen repräsentiert die gewünschte finale Kontur des Rumpfes (positiv). Um einen solchen zu bauen, muss man zunächst eine Negativform herstellen. Das wird jetzt im nächsten Schritt geschehen: Dem Abformen des Rumpfpositivs.
Unser fertiggestelltes Rumpfpositiv der AK-X. Die Oberfläche ist geschliffen und poliert. Anschließend wurde ein Trennmittel aufgetragen, um die fertiggestellten Formen später wieder von dem Rumpfpositiv ablösen zu können.
Der letzte Schritt vor dem Abformen ist das Bauen der Trennebene. Um das Rumpfpositiv später wieder aus der Form entfernen zu können, muss diese an den Trennebenen teilbar sein.
Das Abformen beginnt: Zunächst wird ein hartes Epoxidharz mit guten Oberflächeneigenschaften aufgetgragen und mit Baumwollflocken bestreut.
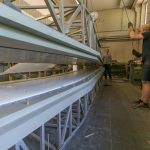
Vor kurzem war es soweit: Wir haben den ersten AK-X-Flügel entformt! Damit liegen wir pünktlich im Zeitplan, um rechtzeitig zum Bruchversuch alle Vorbereitungen abgeschlossen zu haben. Der Bruchflügel entspricht strukturell dem Aufbau der später fliegenden Flügel. Er beinhaltet jedoch keine Steuerungselemente. Auch die Ruder und die Bremsklappe fehlen. Diese Elemente sind unnötig, um nachzuweisen, dass der Flügel in der vorgesehenen Bauweise ausreichende Festigkeit aufweist, damit es später im Flug nicht zum Bruch kommt. Entstanden ist der Bruchflügel in den gleichen Formen, in denen wir auch die richtigen Flügel bauen werden.
Der fertig verklebte Flügel schlummert in den zwei Halbschalenformen. Diese zu trennen erfordert einiges an Kraft und das richtige Werkzeug
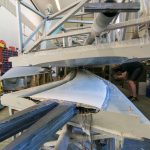
Hier ist das erste Ansatzstück entfernt: Zu sehen ist ein Teil der Steckung zum Winglet.
Nun ist auch das zweite Formansatzstück entfernt und die Steckung ragt aus der Hauptform
Langsam öffnet sich die Hauptform…
… indem die obere Hälfte mit dem Kran angehoben wird.
Da liegt er: Der verklebte Bruchflügel
Sieht schon ganz gut aus. Einige Details müssen nun noch außerhalb der Form fertiggestellt werden.
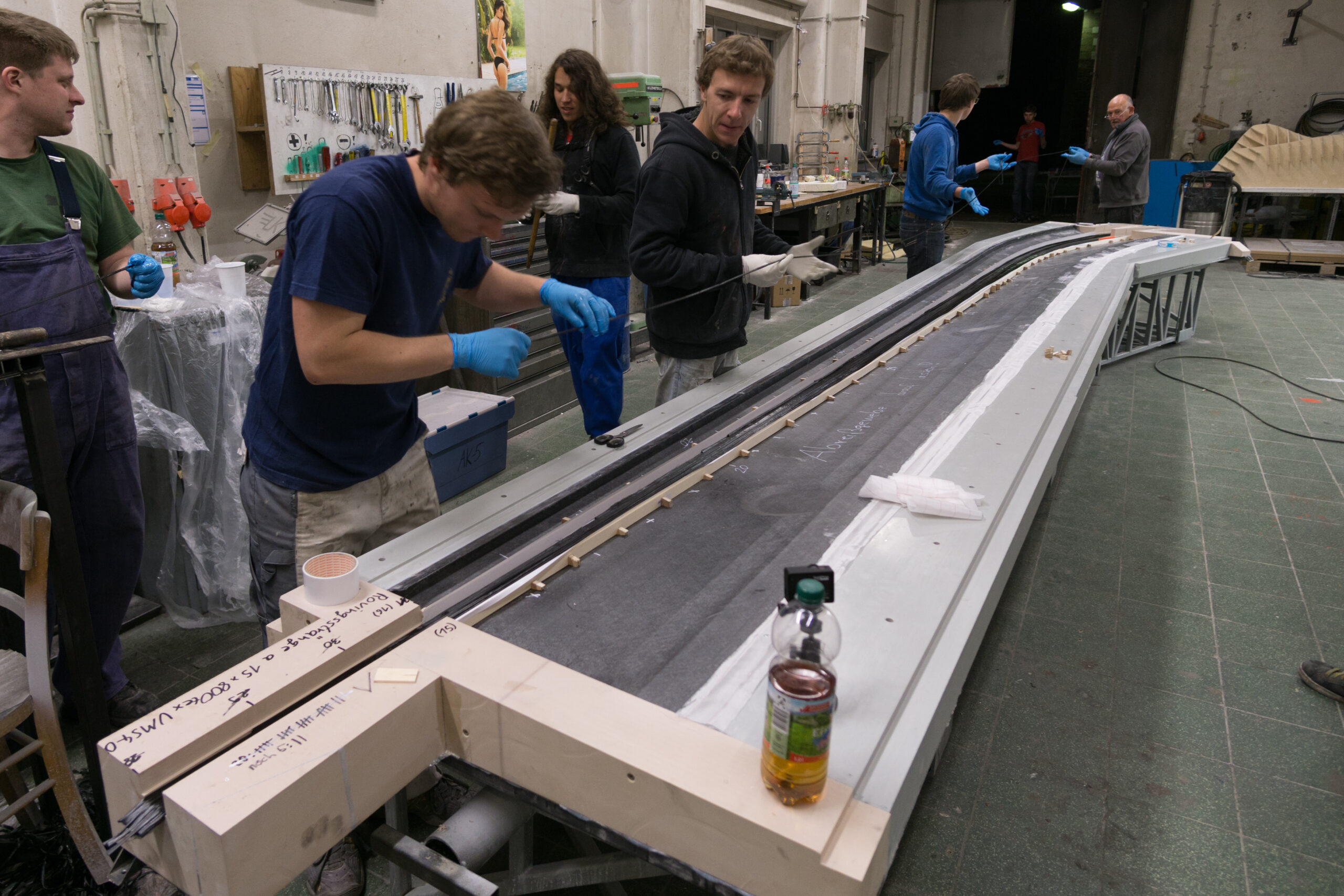
Die großen Arbeitsschritte zum Bau des Bruchflügels konnten wir vor kurzem abschließen. Jetzt haben wir sie aber noch einmal aufbereitet! Ein kurzer Zusammenschnitt zeigt das Einlegen des Außenlaminats der Unter- und Oberschale und das anschließende Ziehen der Rovings zum Bau der Holmgurte.
Nachdem die Formen fertiggestellt wurden, haben wir direkt angefangen, den Bruchflügel zu bauen. Es wurde zu Beginn der Arbeiten ein detailierter Zeitplan angefertigt, Arbeitsschichten eingeteilt und alles vorbereitet, damit beim Laminieren nichts mehr schief gehen kann. In mehreren großen Arbeitsaktionen wurden nach und nach das Außenlaminat mit Stützstoff und das Innenlaminat in die Formen gelegt. Hierbei konnten wir auf die bereits gemachte Erfahrung mit den 1:2 Modellflächen zurückgreifen. Dadurch verlief die ganze Aktion auch reibungslos ab. Dass die Formen viel größer sind, hat sich während dieser Arbeiten kaum bemerkbar gemacht. Die letzte große Bauaktion war das Holmgurtziehen. Dabei haben wir uns ein bisschen in der Zeit verschätzt: Treffpunkt 10:00 Uhr, Beginn der Arbeit um 11:00 Uhr. Geplantes Ende: 18:00 Uhr. Tatsächliches Ende: 03:00 Uhr. Trotz der 17 Stunden, die wir an diesem Tag in der Werkstatt gearbeitet haben, waren alle gut gelaunt. Zwischendurch kam auch noch die Campussicherheit vorbei und hat unsere Arbeit kontrolliert 😉
Vom 1. bis zum 4. Juni findet in Berlin die Internationale Luftfahrt Ausstellung – kurz ILA – statt.
Die Akaflieg Karlsruhe ist zusammen mit den anderen Akafliegs auf dem Idaflieg Stand vertreten. Besucher können sich dort über den aktuellen Projektfortschritt der AK-X informieren und deren 1:2-Modell bewundern. Auch einige der anderen Idafliegprojekte sind einen Besuch wert.
Wir sind dankbar für die Unterstützung der Idaflieg und des DLR, welche uns den Messestand auf der europaweit wichtigsten Luftfahrtmesse ermöglicht haben.
Der Idaflieg Stand
A330 vs AK-X, ein kleiner Größenunterschied
Ein A380 ist auch vertreten, in einer Reihe mit der AK-X
Dies soll der erste einer ganzen Reihe Blogartikel werden. Worum es geht? Um unseren Dauerbrenner: Den Bau der AK-X. Wir haben angefangen den Bruchflügel zu bauen, der im dritten Quartal dieses Jahres getestet werden soll.
Bevor der Bau jedoch beginnen konnte, musste alles dafür vorbereitet werden. Nachdem die Flügelformen, die wir im Februar und März bei der Firma DG-Flugzeugbau in Bruchsal freundlicherweise fräsen durften (Artikel zum Formfräsen), auf ihren Gestelle geklebt wurden, wurden sie nun abschließend für ihren Einsatz vorbereitet. Um eine optimale Flügeloberfläche zu gewährleisten, muss die Form absolut glatt sein. Dazu wurde sie zunächst mit einem Fülllack lackiert und dann geschliffen, um alle Rautiefen, die vom Fräsen geblieben sind, zu entfernen.
Da der Flügel in der Form von außen nach innen aufgebaut wird, wird in die Formen zu allererst der Lack aufgetragen. Damit sich dieser später noch möglichst schadensfrei aus der Form lösen lässt, wurden die Formen mit vier Lagen Wachs beschichtet. Das dazu verwendete „Spacewachs 200“ wurde uns von der Firma „Jost Chemicals“ gestellt.
Die AK-X wird zum Großteil aus Kohlenstofffaserverstärkten Kunststoffen (CFK) gefertigt. Die benötigten Schichten sind jedoch sehr dünn (bei der AK-X: ca. 1-2mm). Solche dünnen Schichten sind jedoch kaum in der Lage die so wichtige Flügelkontur auch unter Last beizubehalten. Sie tendieren dazu Beulen und Falten zu schlagen, wie ein Blatt Papier, dass man zusammenschiebt. Um das zu verhindern, wird die Schichtdicke des CFK durch den Einsatz eines sog. Kernmaterials erhöht. Dieses ist i.d.R. ein sehr leichter Hartschaum. Wir verwenden 10mm dickes „Divinicel H60“, das uns von DIAB bereitgestellt wurde. Als letzten Schritt in den Vorbereitungen musste dieser zugeschnitten und die Kanten abgeschrägt (geschäftet) werden.
Am Dienstagabend lag dann tatsächlich alles bereit.
Die fertiggestellten Formen müssen zunächst geputzt werden. Anschließend wird ein Trennmittel aufgebracht, um dafür zu sorgen, dass man den fertigen Flügel später auch aus der Form bekommt.
Der Lack schützt die Faserwerkstoffe eines Segelflugzeug vor UV-Strahlung und sorgt durch seine weiße Farbe dafür, dass das Flugzeug nicht zu warm wird
Einzelne Stücke werden schließlich zu einer zusammenhängenden Fläche verklebt
Möchte man ein Flugzeug bauen und damit dann auch fliegen, muss man der zuständigen Behörde auch beweisen können, dass man hier keinen Unfug verzapft, sondern das Flugzeug den gängigen Normen entsprechend sicher fliegt. Schließlich hängt davon ein Menschenleben ab.
In Deutschland ist die „zuständige Behörde“ das Luftfahrtbundesamt (LBA) und die „gängigen Normen“ zum Bau eines Segelflugzeugs die CS-22 (ehemals JAR-22). In dieser kleinen Beitragsreihe werden wir in der nächsten Zeit den langen Weg des Nachweises der Lufttüchtigkeit beleuchten.
TEIL 1: Lastannahmen
Den Beginn eines Nachweises bilden die sog. Lastannahmen. Hier werden zunächst die Rahmenbedingungen des zu bauenden Flugzeugs abgesteckt. Daraus und aus den Forderungen der Bauvorschrift (CS-22 / JAR-22) ergeben sich Geschwindigkeitsbereiche, Massen und Kraftverteilungen. Diese Informationen sind zentral für alle weiteren Nachweisschritte. Möchte man ein Bauteil auslegen, muss man schließlich wissen, welche Kräfte auf es wirken können. Auch ein Belastungstest macht natürlich nur Sinn, wenn man weiß, wie stark man überhaupt belasten muss. Baut man, so wie wir, ein unkonventionelles Flugzeug, oder allgemein eines, bei dem man die Grenzen des technisch Machbaren erweitern möchte, reichen bisher verwendete Materialien evtl. nicht aus. Doch die Eigenschaften neuer Materialien überlegt man sich nicht beim Kaffee — auch diese müssen anhand von Materialproben nachgewiesen werden. Die Geschwindigkeits- und Massegrenzen sind später im Betrieb relevant, um das Flugzeug nicht zu überlasten.
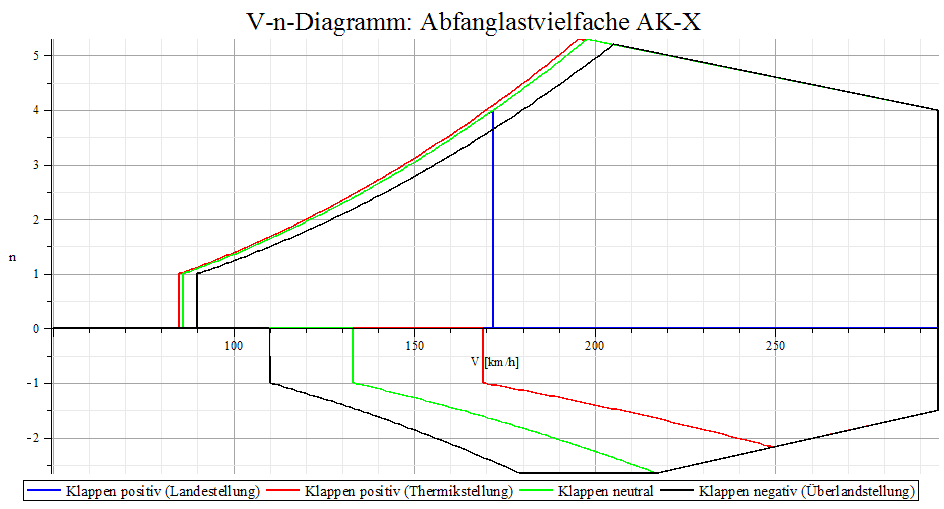
Sind die Rahmenbedingungen geklärt, wird der sog. Flight-Envelope erstellt. Dieser beschreibt den gesamten Betriebsbereich eines Flugzeugs im Flug. Daraus und einigen weiteren Forderungen ergeben sich eine Vielzahl an sog. kritischen Lastfällen, d.h. Betriebssituationen, bei denen das Flugzeug in irgend einer Weise an seine Grenzen gebracht wird.
Stimmt das LBA dieser Liste an kritischen Lastfällen zu, gelten diese für alle folgenden Schritte als Maß: Zum Auslegen von Bauteilen, zum Nachweis deren Festigkeit bis zum Schreiben des Flughandbuches, welches dem Piloten später als Informationsgrundlage dient, um das Flugzeug so zu fliegen, wie es sich der Konstrukteur vor langer Zeit einmal gedacht hat…
Nachdem wir Ende letzten Jahres vom Beginn des Gestellschweißens berichtet haben, rückt nun das Fräsen der eigentlichen Formen in den Fokus. Dazu haben wir Blöcke aus Ureol[1] verklebt und zur Versteifung mit Stahlträgern versehen. In diese einzelnen Segmente wird nun das Negativ einer jeden Flügelhäfte gefräst. Das ganze Vorgehen ist dabei sehr straff durchorganisiert. Maschinenzeit einer CNC-Fräse ist kostbar, und so kommt es, dass wir auch am Wochenende zu keiner Zeit vorm Anpacken zurückschrecken.
Unser großer Dank gilt dabei der Firma DG-Flugzeugbau. Die Kooperation mit dieser Firma zieht sich schon lange durch die Geschichte der Akaflieg Karlsruhe. So wurden die Winglets der DG-500/20m von der Akaflieg Karlsruhe entwickelt. Später folgte die Kooperation zum Bau der AK-8, deren Rumpf eine modifizierte Variante des DG-600-Rumpfs ist. Ende der 10er Jahren knüpfte das Projekt der DG-1000J, unserem Turbinenprojekt AK-9, an. Nun fräsen wir gemeinsam die Flügelformen der AK-X auf der CNC-Fräse von DG.
Nachdem das Fräsen aller Segmente einer Form abgeschlossen ist, werden diese mit den besagten Stahlgestellen verklebt. So wird sichergestellt, dass die Formen belastbar und beweglich sind und die gewünschte, anspruchsvolle Flügelgeometrie bis zum Fertigstellen der Flügel beibehalten. Doch bis dahin ist es noch ein weiter Weg. Insgesamt werden wir in den nächsten Wochen auf diese Weise vier Flügelformen herstellen: Für linken und rechten Flügel jeweils eine obere und eine untere Form. Später werden noch die kleineren Formen der Winglets folgen. Von all diesen Schritten werden wir Ihnen noch ausführlich berichten.
Vielen Dank für die Bereitstellung der Fräse an DG-Flugzeugbau.
Die Fräse beginnt ihr Werk. Gesteuert wird sie dabei von einem Computer. Den sog. NC-Code, der die Steuerbefehle beinhaltet, haben wir vorher aus unserem CAD-Modell erzeugt. Zunächst wird „geschruppt“. Dabei wird ersteinmal grob Material abgetragen.
Es folgen feinere Werkzeuge und engere Bahnabstände, um die Oberfläche in die finale Form zu bringen und so zu „schlichten“.
Das geschieht nacheinander mit allen Teilen einer Form…
… bis man sie alle nebeneinander legen kann und schon einmal von dem Flügel träumen kann, der darin bald entstehen wird.
[1] Ureol ist ein künstlich hergestellter, sehr homogener Formwerkstoff. Er besteht aus winzigen Glaskügelchen verpresst und zusammengehalten von Polyurethanharz. Unser Ureol stammt von der Firma Necumer. Bei der Beschaffung unterstützte uns die Firma Girrbach Modellbau aus Pfinztal mit sehr günstigen Konditionen.
Es ist soweit, nach Jahren von Vorentwicklung, Versuchen, Evaluierung von Konzepten, Bauen von Modellen, Verwerfen und Neugenerieren von Ideen steigt das AK-X-Projekt auf eine neue Stufe: Wir bauen den manntragenden Nurflügler der 15m-Segelflugrennklasse!
Das haben wir uns zum Anlass genommen, Momente und Bilder des bisherigen Projektverlaufs mit allen Höhen und Tiefen zusammenzustellen. So können Sie vom heutigen Tag ein Stück in die Vergangenheit schauen; sehen wie weit der Weg bis zu dem Titelfoto von heute war, wo die ersten Streben der AK-X-Formen zusammengeschweißt werden.
Den bisherigen Projektverlauf in dieser Form zu stemmen, war uns als studentische Gruppe natürlich nur mit Unterstützung möglich. Den treuesten Förderern des Projekts soll daher hier auch nochmal gedankt sein:
KIT; hierbei besonders der Fakultät Maschinenbau; den Instituten FSM, IPEK und WBK
KSB-Stiftung
Momentive
Toho Tenax
Ecc Cramer
Projektchronik
Natürlich können wir hier nicht jeden Schritt aufführen. Wenn Sie noch mehr wissen wollen, lesen Sie unseren Blog zur AK-X oder die Jahresberichte ab 2010.
Oktober bis November 2015: Eigentlich ist die Entscheidung zum Bau natürlich schon vor einer Weile gefallen. Wie viel Material braucht man, wie teilt man die Formen, wo baut man was, wer baut was, wer plant was, wann braucht man was und welche Tests müssen wir dem Luftfahrtbundesamt präsentieren, um den Flieger irgendwann fliegen zu dürfen? All diese Fragen mussten neben Konstruktion und Berechnung gelöst werden, bevor wir anfangen zu bauen.
Juli 2015 bis Jetzt: Die Flugerprobung des 1:2-Modells bildete die Basis für viele Entscheidungen. Rechnungen mussten bestätigt werden, Details optimiert, Strukturen nachgerechnet, usw. So ist unser Modell seit dem Erstflug bereits 75 Mal in die Luft gestiegen. Bis auf einen kleinen Schaden nach unsanfter Landung hat es alle Tests bisher problemlos überstanden. Ein weiterer Grund, sich für den Bau des großen Fliegers zu entscheiden: Wenn das Modell so gut fliegt, möchte man schließlich auch mal drin sitzen. (Blogbeitrag)
Das Fahrwerk ist zwar so eingebrochen wie wir das beim Bau beabsichtigt hatten: Sollte der Aufschlag zu hart sein, würden die Achsbleche brechen und nicht die Rumpfstruktur. Blöd war nur, dass das Rad nicht seitlich wegflog nachdem die Achsbleche gebrochen waren, sondern sich in die Rumpfschale bohrte. Diese war dann jedoch schell repariert. Im Bild sieht man den Rumpf nach dem Schäften und vor dem Ankleben des Ersatzstücks der Schale.
09. Juli 2015: Erstflug des AK-X 1:2-Modells auf dem Segelfluggelände Rheinstetten. (Blogbeitrag)
Der Erstflug F-Schlepp. Ruhig zog unser Vogel vom Boden weg. Kein Nicken, kein Ausbrechen, nur ein ganz normaler Start. Besser hätte der Erstflug nicht laufen können.
November 2014 bis Februar 2015: Standschwingversuch des 1:2-Modells am DLR in Göttingen. Dieser Versuch war für die Auslegung der Flugzeugstruktur sehr zentral. Rein theoretische Rechnungen sind wenig wert, wenn man die Ergebnisse nicht an einem Beispiel überprüfen kann. Für herkömmliche Segelflugzeuge existieren genügend Beispiele, doch wie steht es mit Nurflügeln? Da gab es bisher nur wenige. Und diese hatten z. T. erhebliche Unterschiede zu unserem Entwurf. (Blogbeitrag)
Standschwingversuch des 1:2-Modells beim DLR in Göttingen
Juni 2014 bis Oktober 2014: Bau des ersten AK-X 1:2-Modells. Unter der drohenden Deadline des vereinbarten Standschwingversuchs bauten wir das Großmodell in nur 3,5 Monaten.
Innenflügeloberschale kurz vor dem Verkleben mit der Unterschale
Januar 2014 bis Mai 2014: Formenbau für das AK-X 1:2-Modell. Mit der Unterstützung der AkaModell Stuttgart und einem befreundeten Modellbauer konnten wir die Formen für unser 1:2-Modell in Ureol fräsen. Hier blieben wir auf bekanntem Terrain: Schon die Formen für das 1:4-Modell wurden aus Ureol gefräst. Diese Technik garantiert für die komplexe Flügelgeometrie eine bessere Profiltreue, als das mit der alten Technik des Formmulde-Bauens und Profilschablonen möglich gewesen wäre.
Fräsen eines Segments der Mittelstückform des 1:2-Modells
Ende 2013: Aufgrund der Flatterproblematik des 1:4-Modells entschieden wir uns dazu, vor dem Bau des manntragenden Prototypen neben den theoretischen Auslegungsarbeiten noch ein 1:2-Modell zu bauen. Dieses sollte vom strukturellen Aufbau, der Aerodynamik und den Masseverhältnissen dem späteren Prototypen so nah wie möglich kommen, um die Rechenmodelle daran überprüfen zu können. Außerdem wollten wir damit eine Flatterfreiheit auch über 120km/h erreichen, um die Flugerprobungen im höheren Geschwindigkeitsbereich gefahrlos durchführen zu können. Das war mit den 1:4-Modellen nicht zu erreichen. Zusätzlich versprachen wir uns durch den Zwischenschritt viele Erkenntnisse in konstruktiven Details, um „Anfängerfehler“ am Prototyp so gut es geht zu vermeiden. Mit den 1:4-Modellen führten wir insgesamt knapp 100 Erprobungsflüge durch.
Rest 2012 bis 2013: Flüge mit einem neuen 1:4-Modell, Erkenntnisgewinn, Änderungen, Bauen neuer Formen für einzelne Teile. Dieser Zyklus wurde für einige Komponenten des Modells durchlaufen. Da die AK-X zu diesem Zeitpunkt einschließlich der Winglets noch einen 5-teiligen Flügel hatte, konnten wir so Stück für Stück Änderungen ausprobieren. Nachdem zunächst ohne Rumpf geflogen wurde, kam später ein Rumpf dazu, sodass wir auch den Unterschied quantitativ bestimmten konnten, den der Rumpf verursacht. Das war auch ein sehr wichtiger Schritt, da er durch Berechnungen nur schwer zu ersetzen gewesen wäre und ein Fehler hierbei zu sehr schlechtem Flug- und Leistungsverhalten führen kann. Insgesamt bauten wir Teile für fast 5 1:4-Modelle.
1:4-Modell mit Rumpf
Mai 2012: Erstflug des ersten 1:4-Modells. In der anschließenden Flugerprobung wurden 40 Flüge absolviert. Durch einen Ausfall der Fernsteuerung ging das Modell dann verloren. Im Anschluss wurden mehrere neue Modelle gebaut. Erkenntnisse aus den ersten Erprobungsflügen wurden bei späteren Versionen berücksichtigt.
Erstes reales Modell, ohne Rumpf
Anfang 2012 – Mai 2012: Bau des ersten 1:4-Modells in CFK-Sandwich-Bauweise.
Ende 2011 – Anfang 2012: Fräsen der Formen für das 1:4-Modell aus Ureol beim Institut für Produktionstechnik (WBK) am KIT.
Anfang 2011: Auswerten der recherchierten und beim Balsaholzmodell beobachteten Flugeigenschaften. Daraus erstellten wir ein erstes Flugzeugkonzept. Ein erstes aerodynamisches Modell entstand sowie ein CAD-Modell für ein 1:4-Modell. Damals war die AK-X noch als Tiefdecker konzipiert.
Ende 2010: Das erste Modell, gefertigt aus Balsaholz, startete zu seinem Jungfernflug.
Anfang 2010: Die Ideenentwicklung nach dem „zweiten Erstflug“ unseres letzten Prototypen AK-8 führte zu dem Wunsch, wieder in unkonventionelles Terrain vorzuschreiten, um nicht nur einen quantitativen sondern einen qualitativen Sprung in der Segelflugentwicklung zu ermöglichen. Ersterer ist angesichts sehr ausgereifter und ausgereizter Serienflugzeuge heutzutage schwieriger denn je. So kam man überein, dass ein Nurflügel hier besonders reizvoll wäre. In der Folge wurden erste Überlegungen gestartet und viel an vorangegangen Projekten wie der SB 13 der Akaflieg Braunschweig und den Horten Nurflügeln aus den 1930er und 1940er Jahre recherchiert.
 AK-X
AK-X