 AK-X
AK-X
AK-X
AK-X
 AK-X
AK-X
Wir haben uns eine eine 360° Kamera gegönnt. Damit gibt es jetzt noch coolere Videos vom AK-X Modell.
Zuletzt wurde getrudelt:
 AK-X
AK-X
Die Schwerpunktlage spielt bei der AK-X wie bei jedem Segelflugzeug eine wichtige Rolle. Sie beeinflusst sowohl Flugeigenschaften als auch Flugleistung und will somit optimal eingestellt sein. Dafür kommt ein Trimmballast im Heck des Rumpfes zum Einsatz, dessen frisch abgeschlossene Konstruktion nun zur Fertigung bereit ist.
Eine Besonderheit bei unserem Nurflügel ist, dass der Pilot genau im Schwerpunkt des Flugzeuges sitzt. Dadurch entfällt die üblicherweise notwendige Kompensation der unterschiedlichen Pilotenmassen.
Allerdings ist es trotzdem notwendig, verschiedene Schwerpunktlagen erproben und einstellen zu können. Da der Flieger voraussichtlich im vorderen Bereich etwas schwerer wird als in der ursprünglichen Auslegung abgeschätzt, muss sowieso im Heck zusätzliches Gewicht hinzugefügt werden. Ein Trimmgewicht an der hinteren Rumpfspitze wurde schon zu Beginn der Konstruktion vorgesehen und soll mit variablem Ballast für Einstellungsspielraum sorgen.
Die Anforderungen sind wie folgt: Das Gewicht soll zwischen 5 und 30 kg in Stufen einstellbar sein. Der Schwerpunkt des Trimmgewichts soll so weit hinten wie möglich liegen und bei jeder Beladungskonfiguration die gleiche Außenkontur besitzen. Aus diesen Spezifikationen entwickelten wir dann das Trimmballastkonzept.
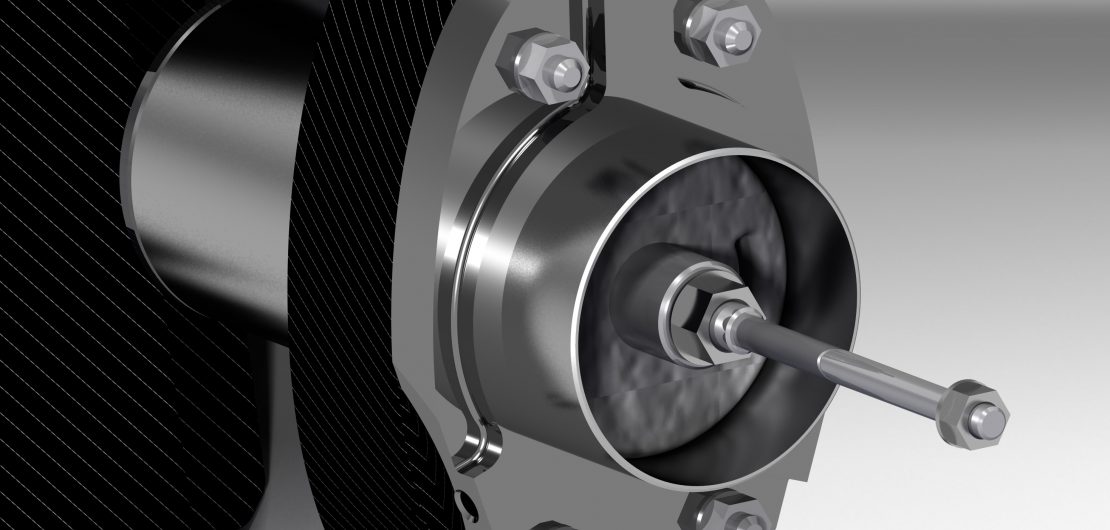
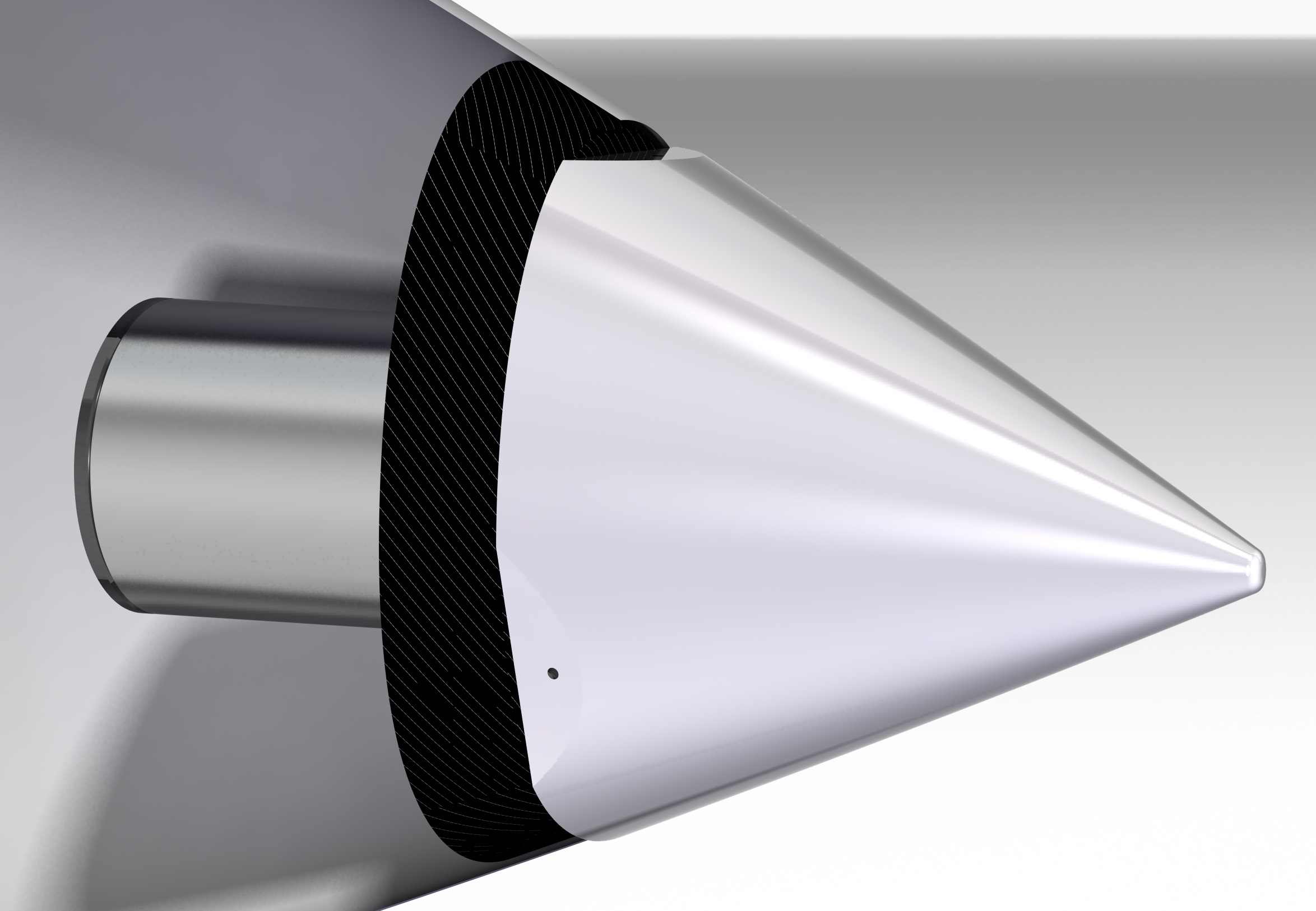
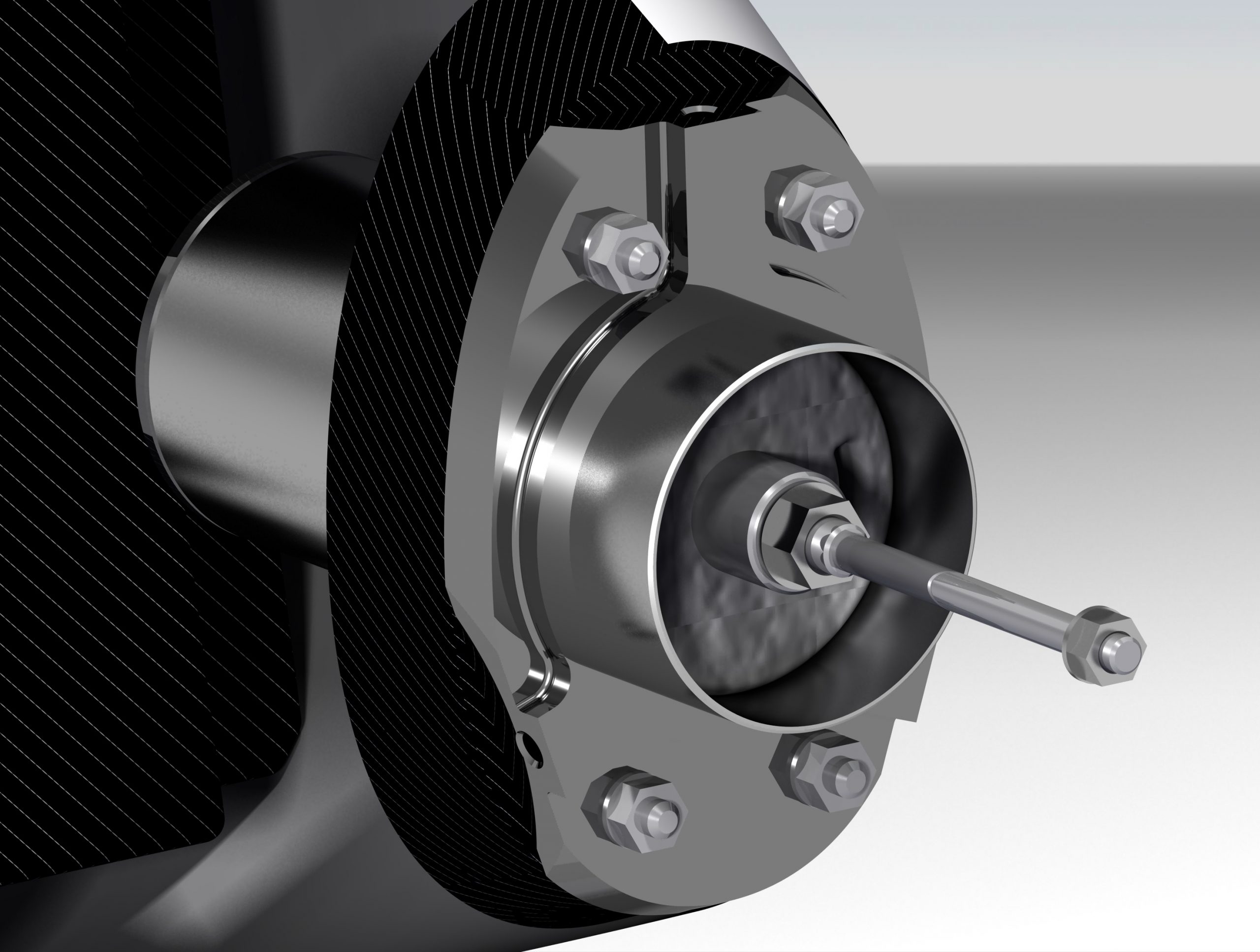
Um das hohe Maximalgewicht von 30 kg zu erreichen, muss ein Teil des Trimmballastes nach vorn in den Tank des Wasserballasts hineinragen. Abgedichtet wird dieser Übergang durch einen O-Ring, welcher zwischen dem hintersten Spant des Rumpfes und der Grundplatte des Trimmgewichts montiert ist. Durch den Wasserkontakt haben wir uns für Edelstahl entschieden, damit es nicht zu Korrosion kommt. Die Grundplatte wird dauerhaft am Flugzeug verbleiben.
Ein Rohr, welches in den Wasserballast hineinragt, kann mit 8 Bleigewichten à 2kg bestückt werden. Um ein Verrutschen der Bleigewichte zu verhindern, werden diese an einem Rundstab verschraubt. Durch Abstandshalter können die einzelnen Bleigewichte auch in einem nicht vollständig gefüllten Rohr gesichert werden. Die Bleigewichte verfügen über je zwei Langlöcher, wodurch der Ausbau mit einem Ausziehwerkzeug erfolgt.
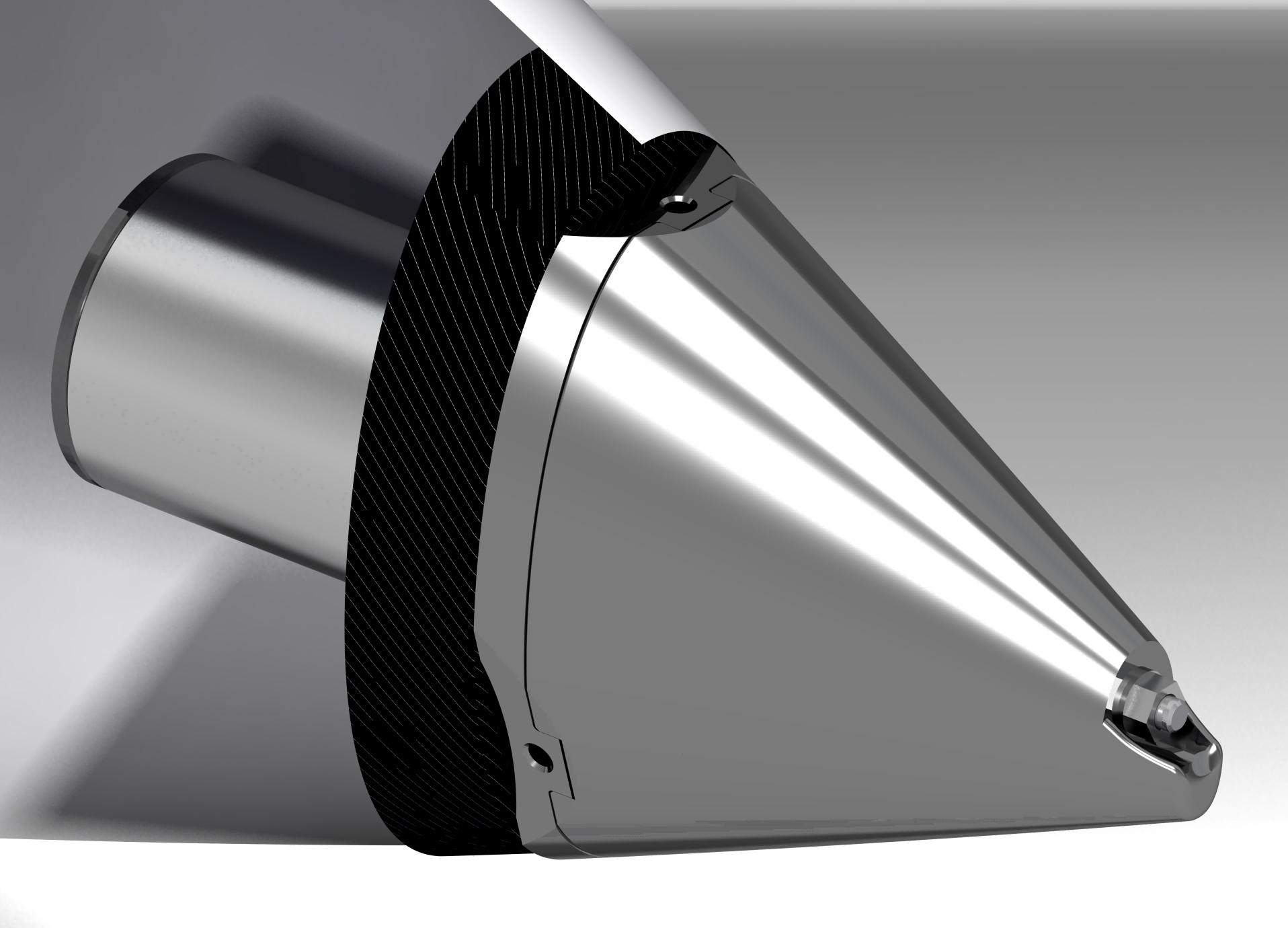
Ist das Rohr gefüllt, erfolgt die Montage der Trimmgewichtspitze, welche ein Gewicht von ungefähr 10 kg besitzt. Auch dieses Bauteil wird über den Rundstab gesichert, aber nun mit einem kleineren Durchmesser. Dadurch ist das Gewinde, mit dem die Bleigewichte gesichert werden, kürzer und ein Wechsel der Bleigewichte deutlich schneller. Um die Trimmgewichtspitze zu zentrieren und gegen Verdrehen zu sichern, gibt es eine Struktur auf der Grundplatte, die in das Trimmgewicht eingreift. Zudem besitzt diese Struktur auf der Grundplatte die Funktion, die Kontaktfläche zwischen Rohr und Grundplatte zu vergrößern.
Die gesamte Konstruktion wird durch eine Verkleidung aus Faserverbundwerkstoffen aerodynamisch abgedeckt. Die Befestigung der Verkleidung erfolgt durch in der Seite eingeschraubte federgelagerte Bolzen. Somit ist eine Demontage der Verkleidung und Änderung der Gewichtskonfiguration auf dem Flugplatz relativ einfach und schnell möglich.
Die Grundplatte und die Trimmgewichtspitze werden aus Rundmaterial aus dem Vollen CNC-gefräst. Andere Bauteile, wie das Rohr, der Rohrdeckel oder der Rundstab können auf Maschinen der Akaflieg bearbeitet werden.
Für den Guss der Bleigewichtscheiben haben wir uns für eine zweigeteilte Form aus Hochtemperatursilikon entschieden. Hierfür werden Formen per FDM-3D Druck gefertigt. Diese werden mit Silikon ausgefüllt und härten zur Vermeidung von Luftblasen unter Unterdruck aus. Anschließend wird die Form zusammengesetzt und mit Blei ausgegossen. Danach kann die Form wiederverwendet werden.
Die Verkleidung wird auf das montierte Trimmgewicht mit Trimmgewichtspitze laminiert. Dadurch ist ein perfektes Anliegen der Verkleidung auf der Grundplatte gewährleistet.
Die Baugruppe ist also für einen „bloßen Klumpen Blei“ relativ aufwändig, durch die ausgeklügelte Konstruktion mit einfacher und sicherer Anpassbarkeit des Ballasts erwarten wir aber auch einen großen Nutzen für Flugerprobung und Normalbetrieb.
 AK-X
AK-X

Nach einer gut vierjährigen Pause hat das AK-X 1:2-Modell vor zwei Wochen seinen Wiedererstflug absolviert. Nun werden wir die Flugerprobung fortsetzen.
Doch warum die lange Pause? Das hat mehrere Gründe:
Auslöser war eine harte Landung, bei der das starre Bugfahrwerk stark beschädigt wurde. Dieses Problem war bekannt und es gab bereits Pläne für ein einziehbares, gefedertes und gedämpftes Bugfahrwerk. Dazu wurde auch ein neuer Rumpf gebaut. Unter anderem durch die gewonnen Erkenntnisse der Flugerprobung fiel jedoch die Entscheidung zunächst das manntragende Flugzeug zu bauen. In der Folge rückte der Modellflug in den Hintergrund.
Mittlerweile ist zwar immer noch viel am Prototypen zu bauen, aber die Anzahl paralleler Baustellen schrumpft allmählich. Außerdem haben viele der heutigen aktiven Mitglieder noch nie die Silhouette der AK-X am Himmel gesehen. Besonders Letzteres ist natürlich ein sehr ernüchternder Zustand und konnte zum Glück nun behoben werden.
Um die verbleibenden offenen Fragen bezüglich der Flugerprobung zu klären haben wir die Baumaßnahmen am neuen 1:2-Rumpf abgeschlossen und die nötigen Genehmigungen zum Starten eingeholt.
Eine neue Besonderheit ist der Start: Mit seinen gut 50 kg ist das AK-Modell in Modellflugmaßstäben ein Schwergewicht. Nachdem wir in der Vergangenheit immer wieder Probleme mit dem Motor der ferngesteuerten Schleppmaschine hatten, kam die Idee auf, das Ultraleichtflugzeug zu verwenden, mit dem in Rheinstetten die bemannten Flugzeugschlepps gemacht werden.
Was erst verrückt klingt, stellt sich tatsächlich als gute Idee heraus: Die Fluggeschwindigkeiten im Schlepp liegen bei beiden Luftfahrzeugen bei etwa 100 km/h und auch die Spannweiten sind nicht so unterschiedlich. Da keine Standardverfahren existierten, dauerte die Beantragung der Genehmigung ein bisschen. In der Praxis ist der Betrieb aber einfach eine Mischung aus manntragendem Flugzeugschlepp und den Modellflugverfahren: Der Funkkontakt zwischen den Piloten läuft über einen Luftraumbeobachter, der neben dem Modell-Steuerer steht.



Nach der Nachprüfung des 1:2-Modells und Belastungsversuchen der Schleppkupplung konnten wir schließlich unter den Augen des Modellprüfers zum Wiedererstflug starten. Zunächst mussten noch Regen und niedrige Wolkenbasis abgewartet werden.
Schließlich gab es aber doch ein Wetterfenster, das einen Flug erlaubte. Fast so steil wie im Windenstart ging es nach sehr kurzer Rollstrecke in den Himmel, bis nach kurzer Zeit schon die niedrige Wolkenbasis erreicht war. Das Modell flog sowohl im Schlepp als auch im anschließenden freien Flug wie gewohnt einwandfrei. Die Landung gelang auch in Normalflug-Klappenstellung und dem entsprechend großen Anstellwinkel ohne Hüpfer. Das neue Bugfahrwerk hat sich also schon im ersten Flug bewährt.
Ein paar Details, die beim Fliegen aufgefallen sind, passen wir zur Zeit noch an. Dann stehen zuerst Vergleichsflüge zu Trimmgeschwindigkeiten und Schwerpunktlage an, um die Konsistenz der Erprobungsergebnisse zu gewährleisten. Dann soll sukzessive der Schwerpunktbereich erweitert und die Trudelerprobung mit Einziehfahrwerk und in hinteren Schwerpunktlagen fortgesetzt werden.
Fortsetzung folgt…
 AK-X
AK-X
Nicht immer läuft beim Bau eines Flugzeuges alles glatt. Prominente Beispiele haben wir vor ein paar Jahren hier zusammengefasst: https://akaflieg-karlsruhe.de/es-laeuft-nicht-immer-alles-rund/
Seitdem sind sehr viele Sachen sehr gut gelaufen, aber natürlich auch ein paar Sachen nicht so toll.
Ein besonders bitterer Fall für uns war, dass wir zum zweiten Mal einen Holmgurt für den rechten Flügel für die Tonne gebaut haben.
Aufgefallen ist der Fehler recht spät. Anfang 2020 haben wir die beiden Holmgurte des rechten Flügels mit dem vorläufigen Holzsteg verklebt. Erst nachdem wir den Holm aus dem Flügel gehoben haben, um im nächsten Schritt den Steg mit Kohlefaser zu verstärken, ist uns aufgefallen, dass ein Gurt sehr starke Ondulationen aufweist. Der Holmgurt lag bis dahin mit der fehlerhaften Seite in der Form, sodass dieser üble Schnitzer nicht aufgefallen ist.

Uns war klar: so kann es nicht weitergehen. Noch einen Holmgurt in den Sand zu setzen, würde neben hohen Kosten auch stark an der Motivation zehren. Deshalb haben wir im Laufe des letzten Jahres zwei Verbesserungen umgesetzt.
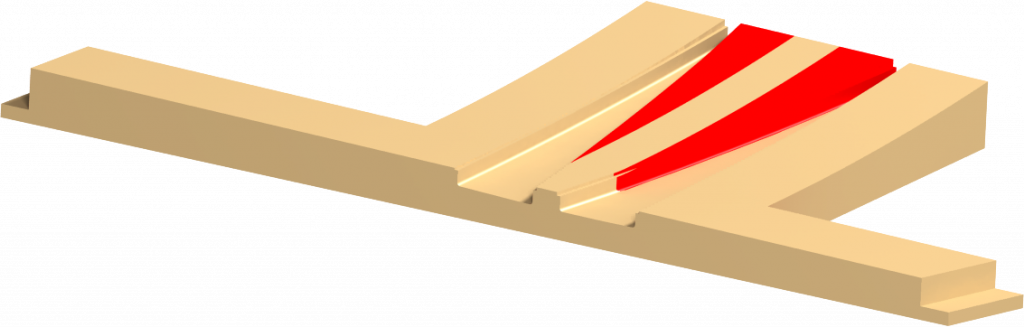
Die Rovings für den Holmgurt legen wir von Hand in den Flügel ein. Als Verlängerungsstück für die Wurzel (der Teil des Holmes, der später im Rumpf steckt), gibt es eine abnehmbare Form in die, die Rovings gelegt und abschließend gepresst werden. Innerhalb dieser Form werden Rovings beim Legen abgeschnitten, um die immer schmalerwerdende Geometrie umzusetzen.

Durch diese Bauweise haben die Rovings in der Stummelform wenig Halt und können beim Verpressen leicht herrausgedrückt werden. Deshalb haben wir die Stummelform überfräst und den schmalerwerdenden Querschnitt zu einem konstanten abgeändert. So laufen beim Legen alle Rovings über die komplette Länge und können gegen Herausdrücken gesichert werden.
Natürlich muss später trotzdem noch die ursprüngliche anvisierte Form erreicht werden. Hier müssen wir also dann noch mit Trennscheibe und Schleifwerkzeugen ran.
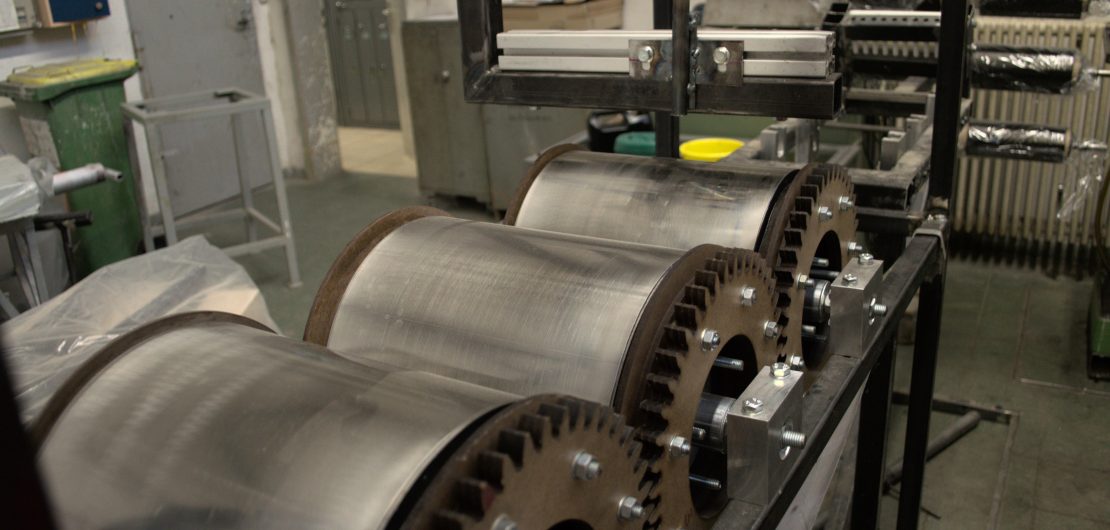
Die Rovingziehmaschine, von uns auch RZM genannt, dient zum Tränken der Kohlefaserrovings mit Harz. Die alte Maschine war uns schon länger ein Dorn im Auge. Der Harzverbrauch ist enorm hoch und es gab immer wieder Teile der Rovings die wir nicht verwenden konnten weil durch die Belastungen beim Tränken einzelne Fasern in Mitleidenschaft gezogen wurden. Da wir sowieso nicht direkt einen neuen Gurt bauen konnten und auch unsere gesammelten Erfahrungen den nächsten Projekten zugutekommen lassen wollten, haben wir eine neue Idee entworfen und umgesetzt.
Die neue Rovingziehmaschine verwendet ein anderes Konzept um die Rovingstränge mit Harz zu tränken: Die Rovings werden um drei große Edelstahlrollen gelenkt. Die ersten zwei dieser Rollen werden dünn mit Harz benetzt welches wiederum von den Rovings aufgenommen wird. Der größte Vorteil dieser Technik liegt darin, dass eine geringere Harzmenge für den Betrieb benötigt wird und deshalb die Temperaturentwicklung geringer und die Topfzeit höher ausfällt. Damit sinkt auch der Harzverbrauch der bei der alten RZM durch den regelmäßigen Austausch des Harzes nötig war. Eine weitere Änderung findet beim Abstreifvorgang statt. Zusätzlich zu der Hauptdüse die den gewünschten Faservolumengehalt einstellt wird eine weitere Düse vorgeschaltet, die den Großteil des überflüssigen Harz bereits abscheidet. Die Belastung der Hauptdüse wird dadurch gesenkt was zu einer längeren Standzeit und noch genauerem Faservolumengehalt führt.
Um sicherzugehen, dass unser Rovingziehprozess trotz dieser Änderungen weiterhin noch qualitativ hochwertige Ergebnisse liefert, werden wir, sobald es die Bedingungen wieder zulassen, Zug- und Druckproben für eine Materialprüfung herstellen. Wenn diese mindestens die Werte der alten Rovingziehmaschine erreichen, steht dem Bau des letzten Holmgurtes hoffentlich nichts mehr im Wege.




 AK-X
AK-X

Nachdem der Bau des Bruchwinglets abgeschlossen wurde, hat uns das vergangene Jahr die Vorbereitung des Winglet-Bruchversuchs beschäftigt. Wer nochmal nachlesen möchte, wie das Bruchwinglet gebaut wurde und warum wir einen Bruchversuch durchführen wollen, kann das hier tun:
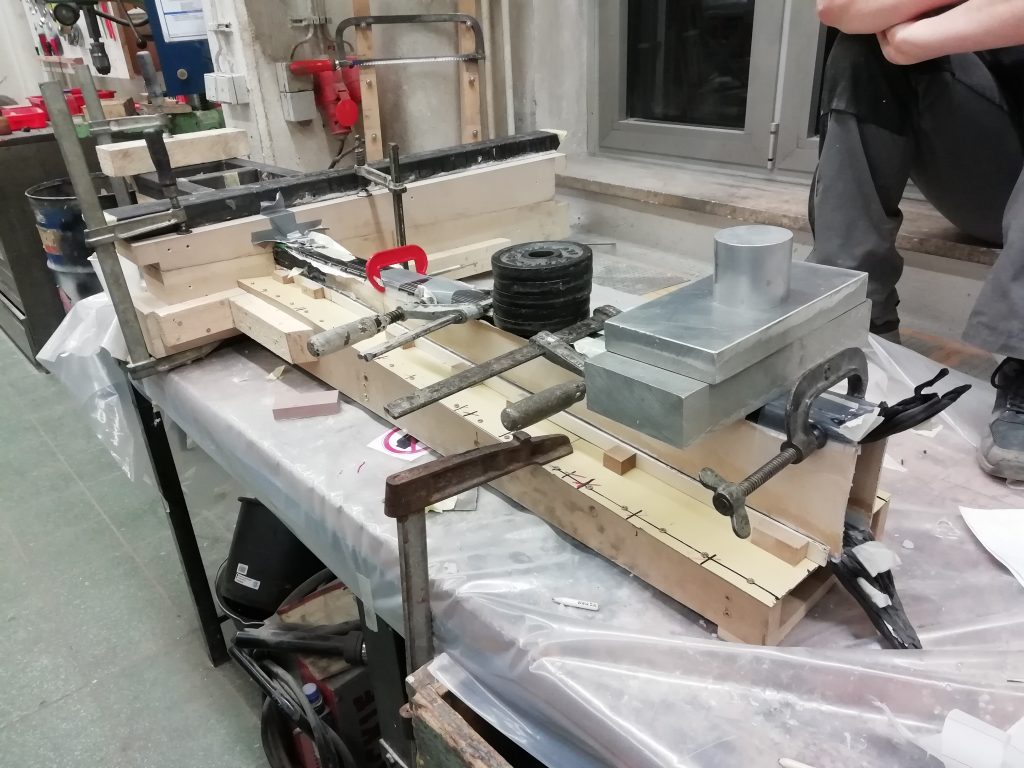
Nach der Auswertung der aerodynamischen Lastfälle, welche durch die Bauvorschrift gegeben waren, beschäftigte uns vor allem die Einspannung des Winglets. Wir haben uns hierbei für den Bau eines „Dummyflügel“, also eines Flügelendteils entschieden, welcher wiederum an ein geschweißtes Stahlgestell angebunden wird. Schlussendlich wird dieses mit dem Boden verschraubt.
Diese Lösung gibt uns nicht nur Festigkeitsvorteile, sie erlaubt uns auch die Krafteinleitung vom Winglet in den Flügel realitätsnah zu testen. Allerdings hat sie den Nachteil aller aufwändigen Fertigungsverfahren einer Flügelstruktur. So zogen wir erneut (wenn auch sehr kurze) Holmgurte, passten Stege ein, bauten Rippen und laminierten Schalen und Anwinklungen. All dies wurde noch dadurch erschwert, dass wir die entsprechende Flügelform schon längst weggeräumt und eingelagert hatten.





Ein ebenso großes Projekt stellte dann noch der Steckmechanismus dar. Neben dem normalen Aufwand des Drehens von Buchsen und Bolzen, dem Bohren, Einpassen und Verkleben wurde aufgrund hoher Lasten und der notwendigen Steifigkeit entschieden, den Mechanismus noch um einen Steckbolzen am hinteren Querkraftbolzen zu ergänzen. Somit musste zusätzlich noch am eigentlich bereits fertigen Bruchwinglet eine Buchse ersetzt werden.






Aktuell ruhen die Versuchsvorbereitungen, wir hoffen aber, sobald sich die Situation wieder bessert, bald einen Termin mit dem KIT Institut für Stahl- und Leichtbau, Versuchsanstalt für Stahl, Holz und Steine (VAKA) vereinbaren zu können, welches uns dankenswerterweise bei der Durchführung des Versuchs unterstützt.
 Events
Events

Da wir dieses Weihnachten nicht wie gewohnt in großer Runde genießen können, haben wir uns überlegt wie wir euch dennoch nah sein und für die ein oder andere weihnachtliche Backaktion sorgen können.
Daher wurden in hochwissenschaftlichen Teig-und Formerprobungen, Formen kreiert, denen die höchsten Standards in Design und Anwenderfreundlichkeit gerade gut genug sind!
Die Keksformen sind wirklich sehr gut!
Keks 2020
Herunterladen (und anschließend im 3D-Drucker drucken) könnt ihr die praktischen Helfer hier:
Wir wünschen euch sehr viel Freude mit den Ausstechern und würden uns wie verrückt über zahlreiche Bilder eurer Kreationen freuen!
Vielen Dank an Victor für die kreative Ausarbeitung der Formen:)
 AK-X
AK-X
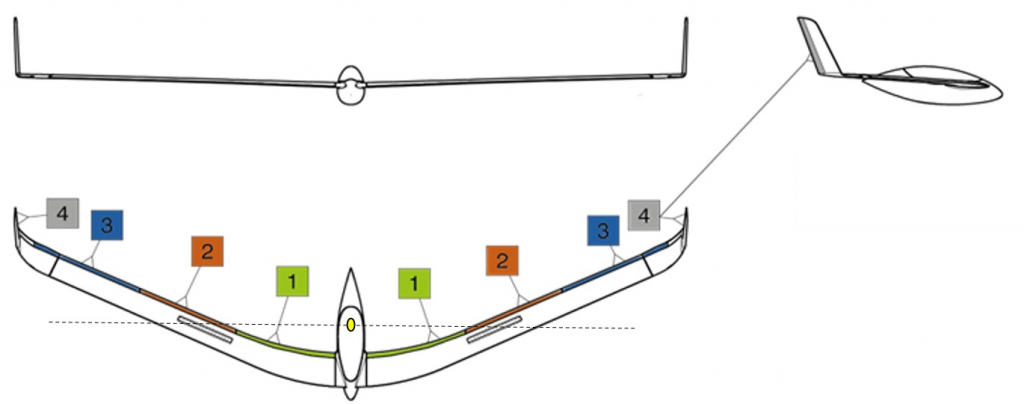
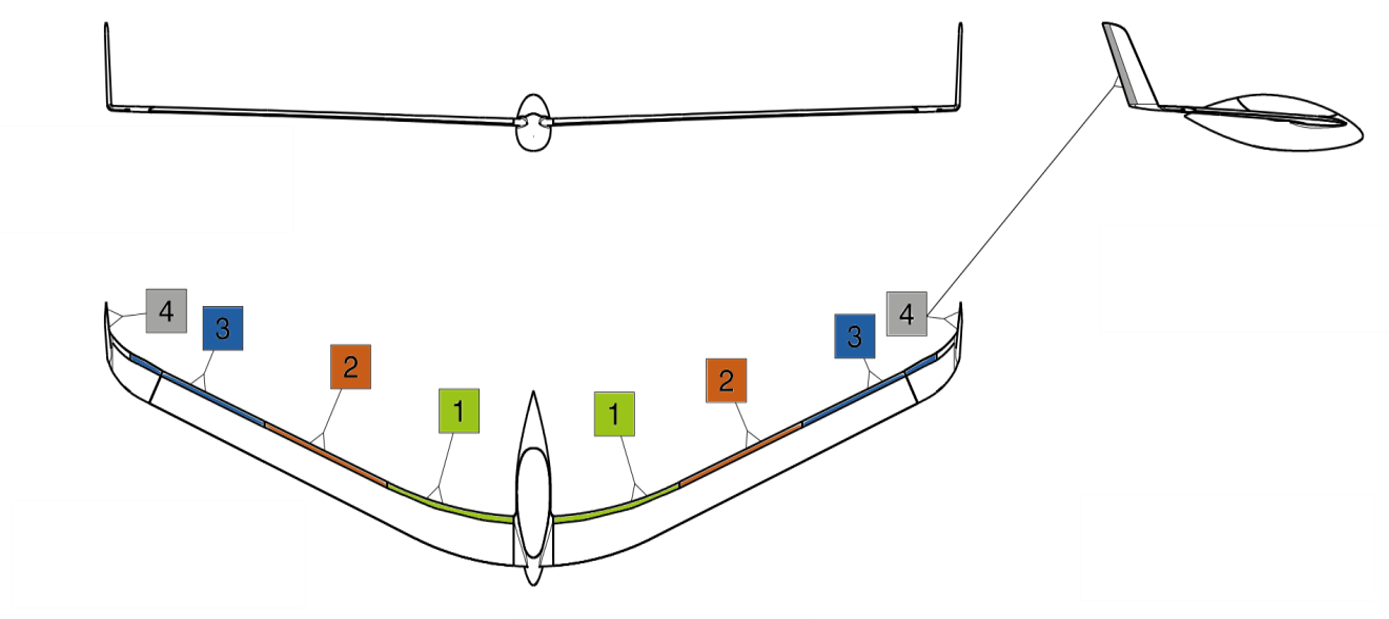
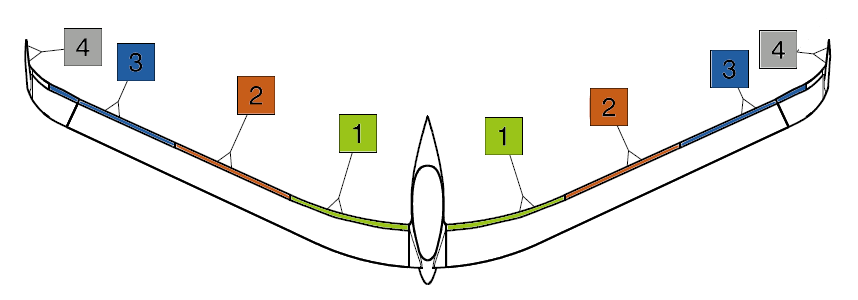
Wie jedes Flugzeug braucht auch die AK-X Ruder, um die Fluglage zu kontrollieren. Die Anordnung der Ruder unterscheidet sich jedoch grundlegend zu den meisten anderen Flugzeugen. Da die AK-X ohne Leitwerk auskommt, müssen die Steuerflächen für Nick- und Gierbewegungen im Flügel integriert werden. Daraus resultiert eine Konfiguration mit drei unabhängigen Rudern an der Endleiste der Flügel sowie einem Ruder in den Winglets. Zusammen übernehmen diese Ruder die Funktion von Höhen-, Quer- und Seitenruder sowie Wölbklappen. Durch einen mechanischen Mischer werden die Piloteneingaben entsprechend auf die Ruder verteilt. Siehe dazu unseren Beitrag Die Mischerplatte.
Soviel zu den Grundlagen. Jetzt könnte man meinen das ist alles schön und gut, aber das ändert doch an den Rudern nichts. Jedoch hätte man hier leider weit gefehlt. Der Nurflügler macht uns (mal wieder) einen Strich durch die Rechnung.
Hintergrundwissen: https://de.wikipedia.org/wiki/Flattern_(Luftfahrt)
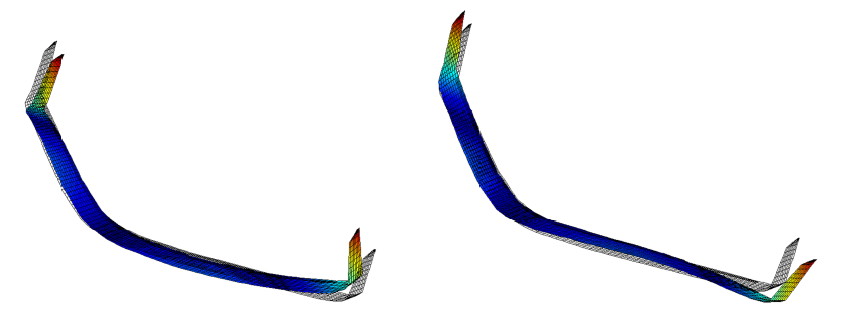
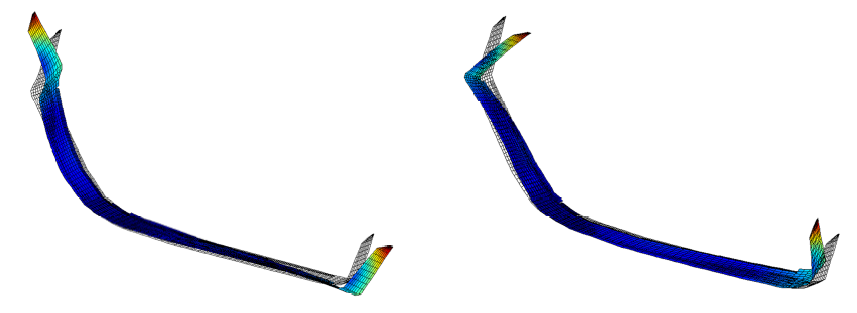
Die AK-X ist natürlich nicht das einzige Flugzeug, das ab einer gewissen Geschwindigkeit beginnt zu flattern. Eine zusätzliche Problematik entsteht aber dadurch, dass durch die rückgepfeilte Flügelform eine Kopplung zwischen Nickbewegungen und Flügelbiegung entsteht. Zudem ist die Flügeltorsionsschwingung kritischer. Des Weiteren treten durch die Annahme von losen Rudern zusätzliche Flatterfälle auf, hier sind zwei beispielshalber aufgeführt.
Zu der Problematik des ruderinduzierten Flatterns gibt es eine altbewährte Lösung. Ein sogenannter Rudermassenausgleich vor dem Drehpunkt des Ruders. Bei der AK-X wäre hierfür aber so viel Masse erforderlich, dass uns dies vor konstruktive Schwierigkeiten stellen würde und, noch viel schlimmer, die Flattergeschwindigkeit anderer Flatterfälle herabsenken würde.
Bleibt nur noch, die Ruder so leicht wie möglich zu bauen. Laut unserer Flatterrechnung muss ein Gewicht von unter 300 g/m Ruderlänge erreicht werden um die kritischen Flatterfälle ausreichend zu dämpfen.
Leicht bauen geht natürlich immer. Leicht bauen und gleichzeitig hohe aerodynamische Lasten aufnehmen ist die wahre Kunst. Von besonderer Relevanz ist für uns die Rudertorsion. Das längste Ruder der AK-X ist ca. 2,4 m lang und wird in der Mitte angesteuert. Kriterium bei der Auslegung war, dass auch bei maximalem Ausschlag und Strömungsgeschwindigkeit sich das Ruder möglichst wenig tordiert um den vorgegebenen Ruderausschlag auf der ganzen Ruderlänge möglichst gut umsetzen zu können.

Aktuell befinden wir uns in der Testphase des Ruderbaus. Ein erster Kandidat ist bereits fertiggestellt und wird demnächst dem Belastungsversuch unterzogen. Dieser erste Kandidat bringt gerade einmal 162 g auf die Waage (Wobei Krafteinleitung und Lack bei diesem Gewicht noch fehlen), muss jedoch einer Kraft von insg. 360 N standhalten. Diese Kraft setzt sich zusammen aus ca. 160 N die gleichmäßig über die Ruderfläche wirken, sowie jeweils 100 N die links und rechts durch die benachbarten, gekoppelten Steuerflächen eingeleitet werden.



Ihr könnt auf einen zukünftigen Blogpost gespannt sein, in dem wir ein Fazit der Belastungsversuche ziehen werden und über die verschiedenen Bauformen berichten werden!
 AK-X
AK-X
So wie quasi alle Bereiche des (öffentlichen) Lebens steht leider auch bei uns die Werkstattarbeit aufgrund des Coronavirus gezwungenermaßen quasi still. Zeit genug, um wichtige organisatorische oder zulassungstechnische Themen aufzuarbeiten, die leider sonst oft ein bisschen auf der Strecke liegen bleiben. Und ebenfalls Zeit genug, um wieder ausführlicher über unsere Arbeit zu Berichten. Aufgrund eines Leserwunsches [Anm. d. Red.: Falls auch du – ja genau du – ein bestimmtes Thema näher erläutert haben willst, kannst du uns gerne kontaktieren; vielleicht ergibt sich ja auch daraus ein weiterer Artikel. Eine Antwort gibt es aber in jedem Fall 😉] widmen wir uns heute dem Thema Steuerung der AK-X, genauer gesagt der Mischerplatte, dem Zentralen Element der Steuerung.
Doch gehen wir nochmal ein paar Schritte zurück und reden über die Steuerung eines Segelflugzeugs allgemein. Was muss diese können? Die Steuerung ist dafür da, die vom Piloten gewünschte Flugzeugbewegung durch Eingabeorgane über Übertragungsglieder zu den entsprechenden Steuerflächen zu bringen. Diese sehr abstrakte Formulierung wird meistens durch relativ einfache, Mechanische Hebel und Seilzüge realisiert. Die Bewegung des Steuerknüppels wird aufgeteilt in Höhenruder- und Querrudersignal und über Steuerstangen an die jeweiligen Ruder übertragen. Verfügt das Flugzeug zusätzlich über eine Wölbklappe, wird diese in der ein oder anderen Weise zum Querruder dazu gemischt, da die Funktion ebenfalls durch Ruderklappen an der Flügelendleiste realisiert wird. So langsam kommen wir zum Kern des Problems: die AK-X verfügt über kein Höhenruder im klassischen Sinn. Die Funktion des Höhenruders ist ebenfalls in den Flügelendleistenklappen integriert. Wölbklappenflugzeuge verfügen über eine, meistens aber zwei Ruderklappen im Flügel für die Funktion des Querruders und der Wölbklappe. Die AK-X benötigt aus flugmechanischen Gründen drei Klappen: eine vor dem Schwerpunkt, eine im Schwerpunkt und eine hinter dem Schwerpunkt.
Aufgrund dieser kinematischen Randbedingungen – drei Ruderfunktionen durch die gezielte Ansteuerung von drei Ruderklappen realisieren – ergeben sich für die Steuerung der AK-X ein paar sehr interessante konstruktive Anforderungen. Im Kern dieser Anforderungen an die Steuerung steht die sogenannte Mischerplatte. Diese kann als Herzstück der Steuerung betrachtet werden, da sie die Funktion des Höhenruders, des Querruders und der Wölbklappe vereint – also mischt.
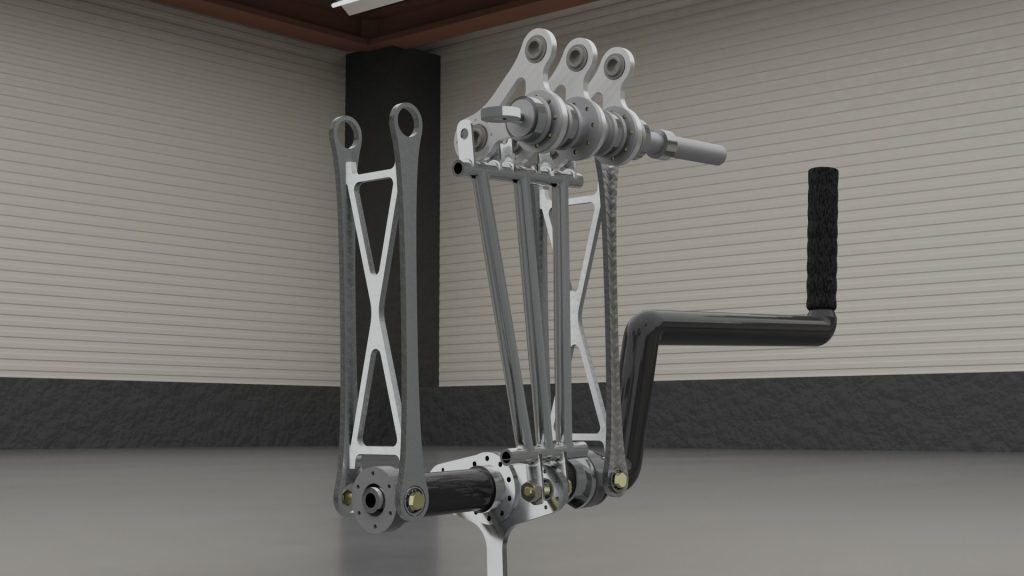
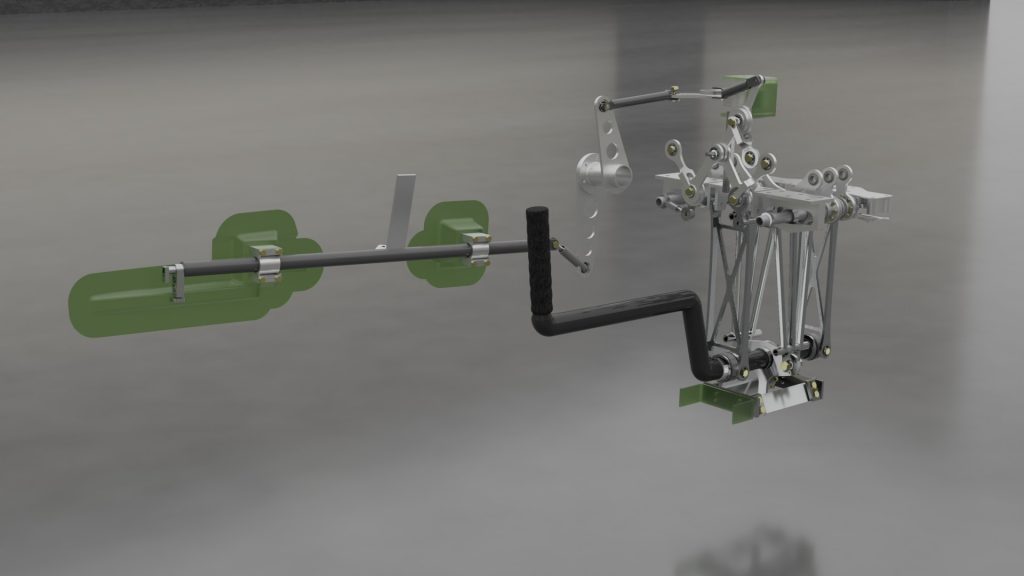
Gehen wir ein bisschen auf den aktuellen Stand der Konstruktion ein. Die AK-X verfügt über zwei dieser Mischerplatten; jede ist für die Mischung einer Seite zuständig. Die Mischerplatte ist an ihrem unteren Ende über ein Gleitlager mit dem Steuerknüppel verbunden. Durch die Parallelogrammsteuerung sind dabei Höhenruder- und Querrudersignal eindeutig voneinander getrennt. Das Höhenruder beschreibt hauptsächlich eine Translation in der Flugzeuglängsachse, während das Querruder eine Rotation um diese Achse beschreibt.
Am oberen Ende der Mischerplatte sind die drei sogenannten Outputplatten befestigt. Diese nehmen das gemischte Signal der Mischerplatte ab und geben es als Output an die Steuerstange für die jeweilige Klappe aus. Dabei sind die Outputplatten auf einer Stange drehbar gelagert, welche durch eine Lageänderung im Rumpf die Outputplatten differenziert bewegt. Diese Bewegung realisiert die Wölbklappenfunktion. Das Bewegen der Outputplatten näher zum Flügel wölbt das Profil positiver, werden die Outputplatten in die Mitte des Rumpfes gezogen wird negativer gewölbt. Der Clou: die vorher vorgestellte Mischerplatte macht diese Bewegung mit und sorgt dafür, dass alle drei geforderten Bewegungen überlagert werden.
Zusammengefasst heißt das also: die Mischerplatte mischt Höhen- und Querruder und gibt diese Signale auf die Outputplatten, welche die Signale um 90° umlenken und in den Flügel leiten. Der Rotationspunkt der Outputplatten wird durch die Spreizung der Wölbklappenstange eingestellt und überlagert so zusätzlich die Wölbklappenfunktion.


