AK-X
AK-X
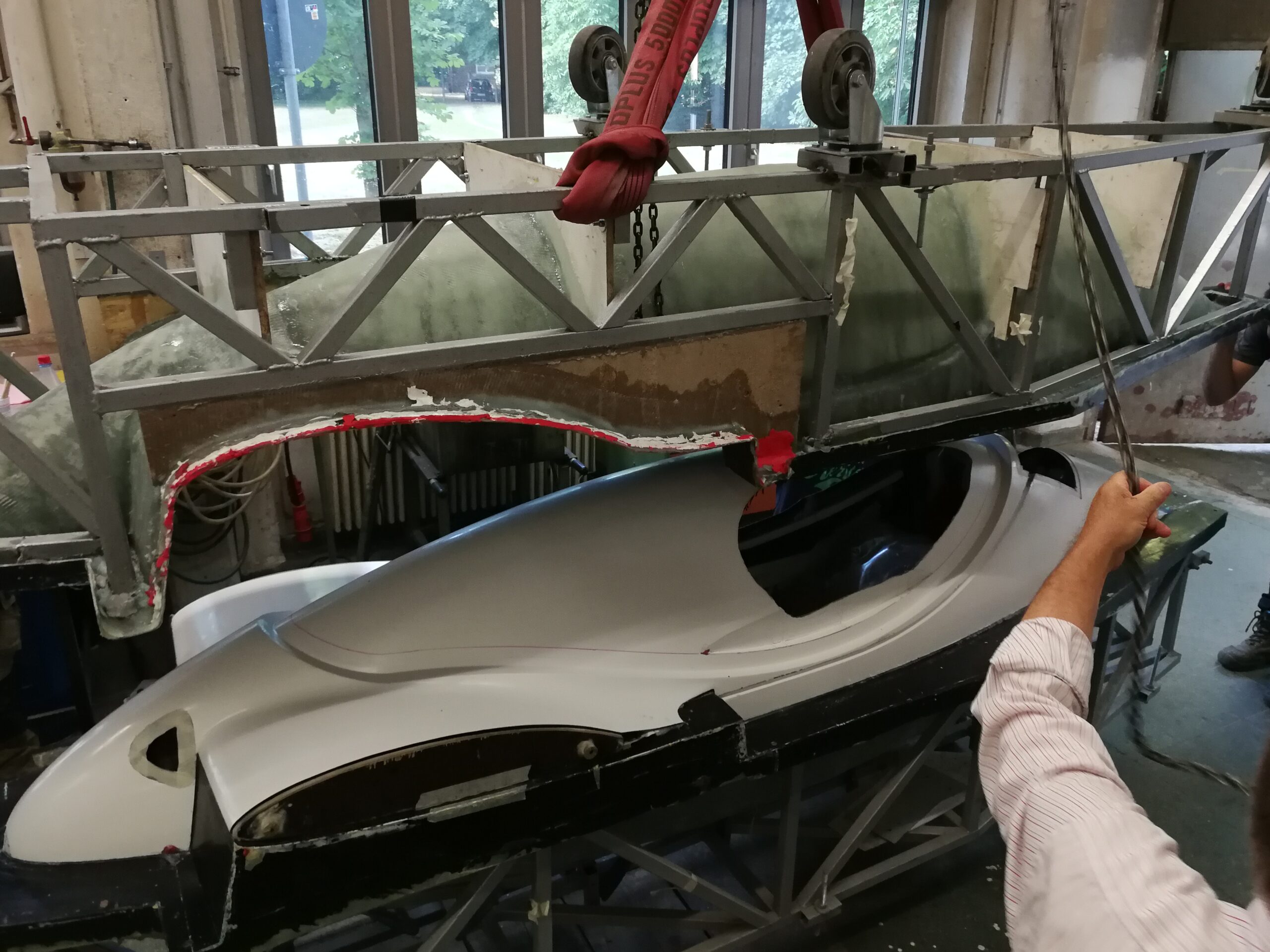
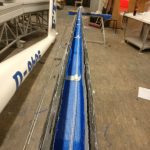
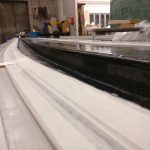
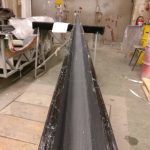
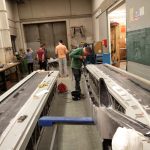
Wingletform links fertig
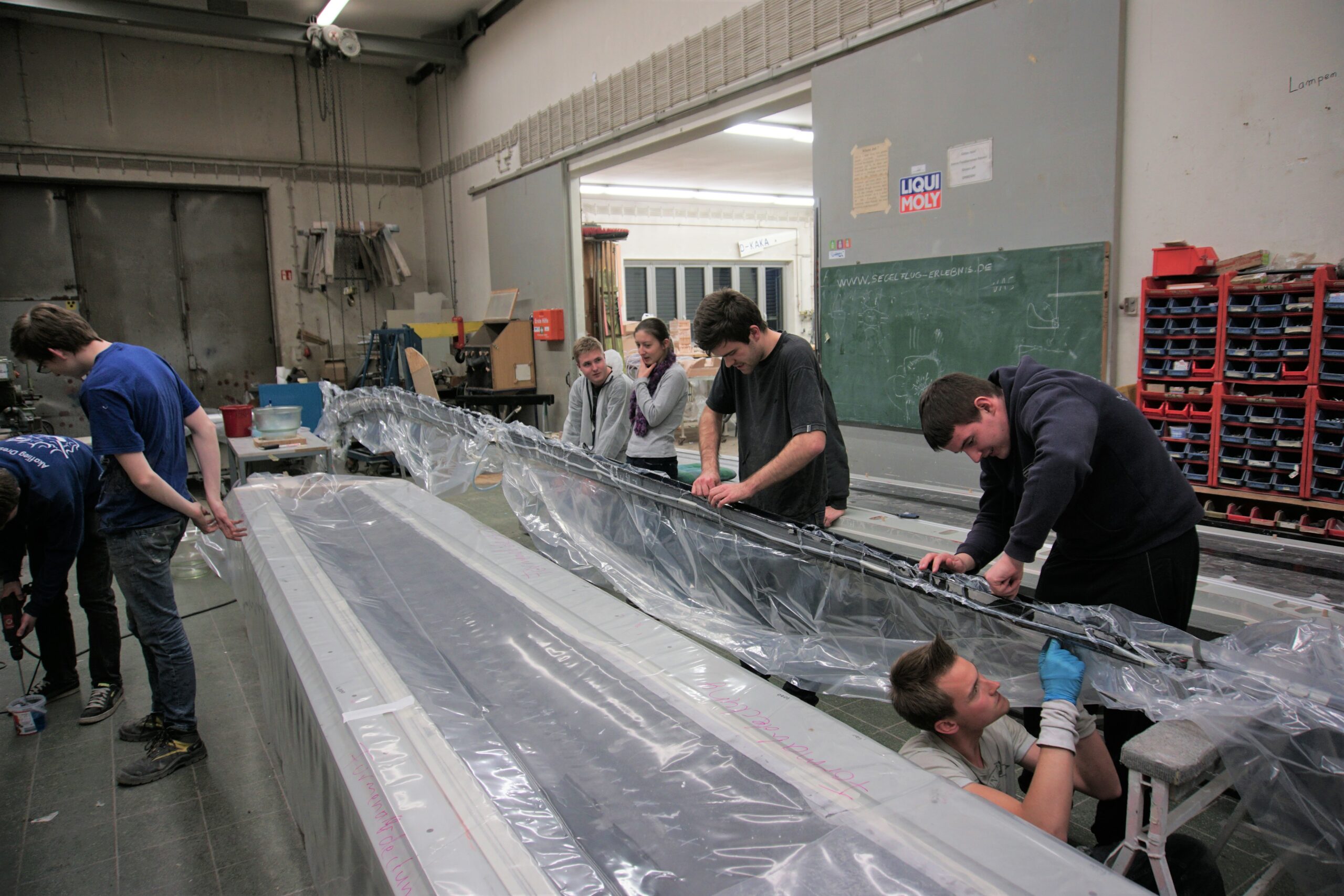
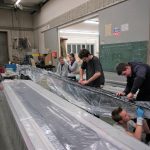
Gut zweieinhalb Jahre ist es her, dass die erste Flügelform der manntragenden AK-X entstanden ist. Seitdem haben wir ein ganzes Arsenal für Außenschalen und Einbauteile der AK-X gefertigt. Die Wingletformen sind nun die letzten großen Formen in dieser Reihe. Bisher haben wir die Formen allesamt selbst gefräst, doch die Industriekooperation, bei der wir selbstständig die Fräse an Wochenenden bedienen durften, stand leider nicht mehr zur Verfügung. Umso mehr freuen wir uns, dass sich mit der Firma Schäfer ein Enthusiast gefunden hat, der nicht nur das Fräsen der Formen ermöglicht, sondern uns auch noch die anstrengenden Wochenendschichten abgenommen hat.




Die Formen stellten auf gleich mehreren Ebenen eine Herausforderung dar:
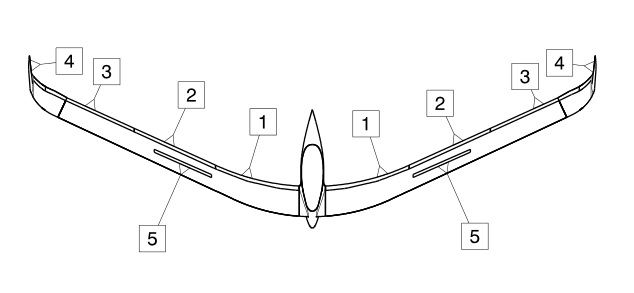
- Bei der aerodynamischen Auslegung der Winglets der AK-X müssen eine Vielzahl an Anforderungen unter einen Hut gebracht werden:
- Seitenstabilität: Da es kein Leitwerk gibt, muss die Gierstabilität von den Winglets erzeugt werden. Diese haben jedoch einen deutlich kleineren Hebelarm als ein herkömmliches Seitenruder und sind selbst zusammengerechnet flächenmäßig nicht größer
- Überzieheigenschaften: Um unangenehmes Stallverhalten zu vermeiden, hat die AK-X einen sehr ausgetüftelten Schränkungsverlauf. V.a. beim Außenflügel kurz vor dem Wingletknick macht der sich mit stark negativen Werten bemerkbar. Trotzdem muss die gewünschte Auftriebsverteilung in einem weiten Flugbereich sichergestellt werden und die Profile dürfen bei niedrigen ca-Werten auch nicht negativ ablösen
- Um Taumeln zu vermeiden, ist die Profilierung der Winglets symmetrisch. Das steht jedoch direkt im Gegensatz zum Effizienzgedanken, den man bei Winglets verfolgt. Es war also eine besondere Herausforderung ein Profil zu entwickeln, dass symmetrisch ist, viel Auftrieb generieren kann und trotzdem einen geringen Widerstand im Geradeausflug hat
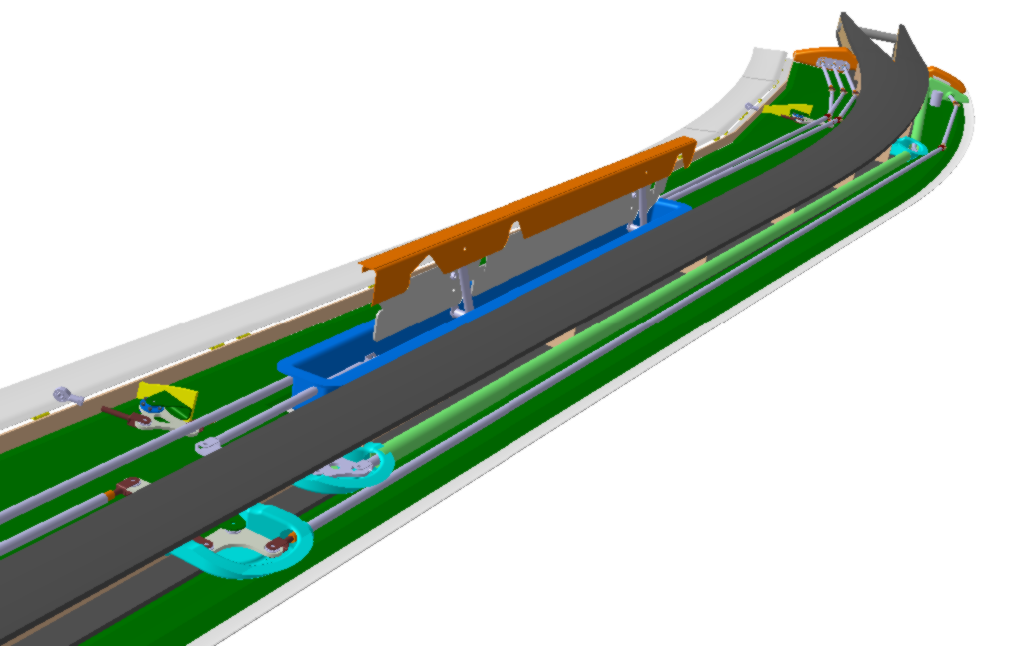
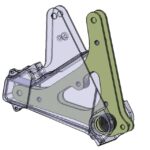
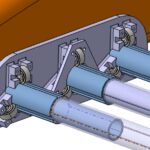
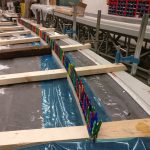
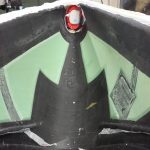
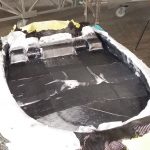
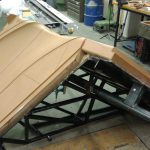
- Nachdem es die Winglets im Computer gab, musste nun eine Form drumherumkonstruiert werden. Durch den starken Versatz und die Größe ergab sich so ein aufwendiger Unterbau, um einerseits die Formklötze zu stützen, andererseits bei der Fertigung der Winglets aber auch nicht im Weg zu sein.
Im Moment konstruieren wir das Innenleben der Winglets. Dabei planen wir den Leichtbau auf die Spitze zu treiben und ein Verfahren zu erproben, welches bei unserem nächsten Prototyp vielleicht zentral wird.