 AK-X
AK-X
AK-X
AK-X
 AK-X
AK-X
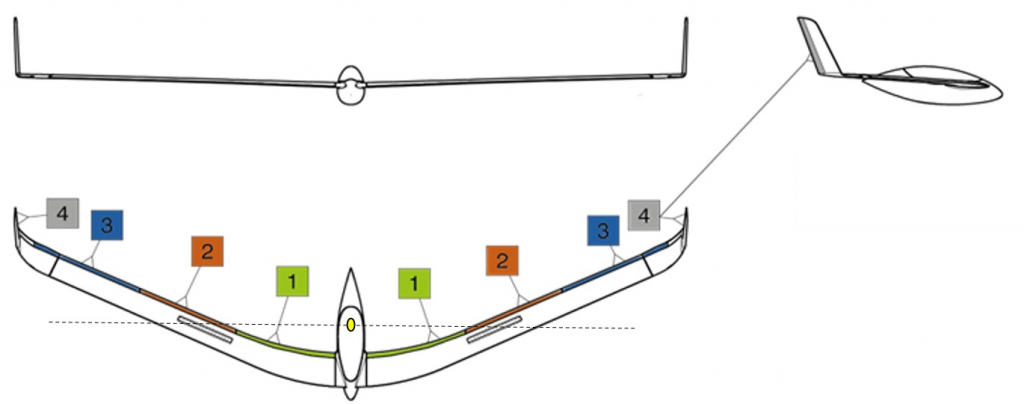
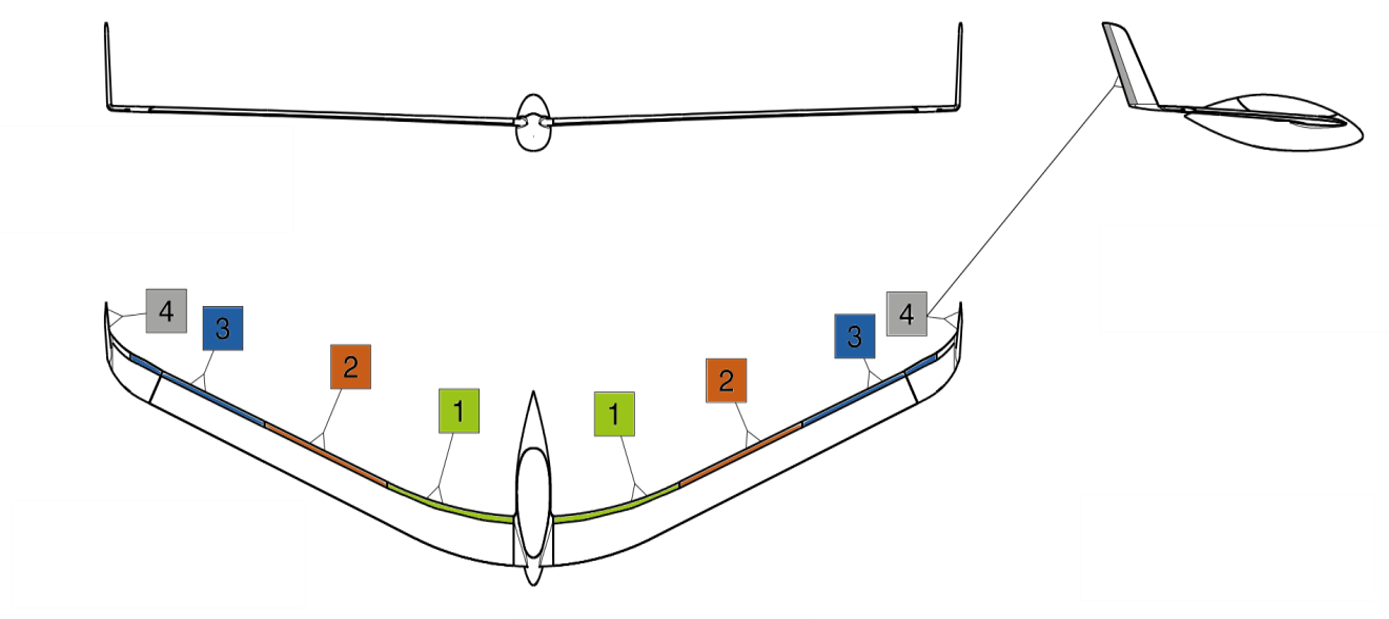
Wie jedes Flugzeug braucht auch die AK-X Ruder, um die Fluglage zu kontrollieren. Die Anordnung der Ruder unterscheidet sich jedoch grundlegend zu den meisten anderen Flugzeugen. Da die AK-X ohne Leitwerk auskommt, müssen die Steuerflächen für Nick- und Gierbewegungen im Flügel integriert werden. Daraus resultiert eine Konfiguration mit drei unabhängigen Rudern an der Endleiste der Flügel sowie einem Ruder in den Winglets. Zusammen übernehmen diese Ruder die Funktion von Höhen-, Quer- und Seitenruder sowie Wölbklappen. Durch einen mechanischen Mischer werden die Piloteneingaben entsprechend auf die Ruder verteilt. Siehe dazu unseren Beitrag Die Mischerplatte.
Soviel zu den Grundlagen. Jetzt könnte man meinen das ist alles schön und gut, aber das ändert doch an den Rudern nichts. Jedoch hätte man hier leider weit gefehlt. Der Nurflügler macht uns (mal wieder) einen Strich durch die Rechnung.
Hintergrundwissen: https://de.wikipedia.org/wiki/Flattern_(Luftfahrt)
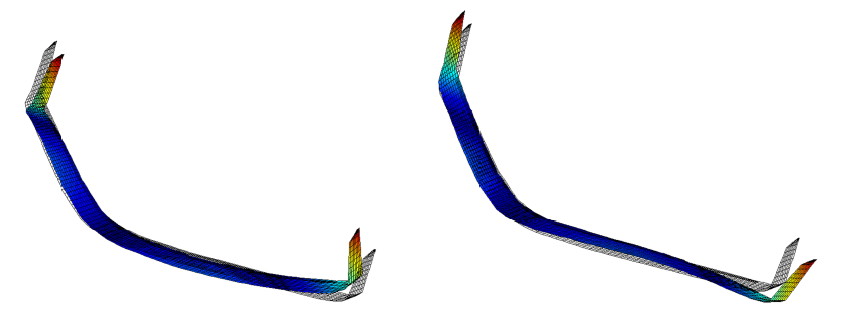
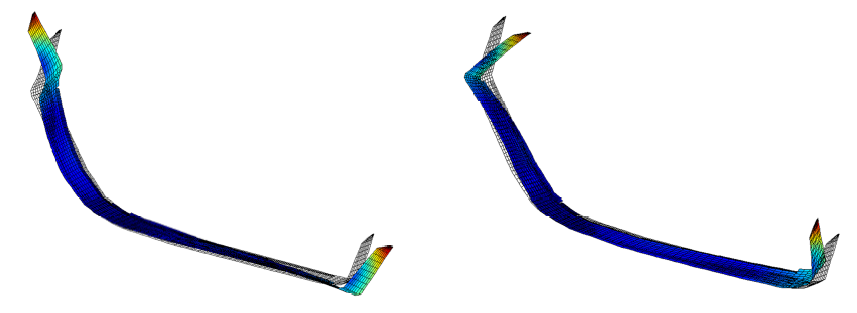
Die AK-X ist natürlich nicht das einzige Flugzeug, das ab einer gewissen Geschwindigkeit beginnt zu flattern. Eine zusätzliche Problematik entsteht aber dadurch, dass durch die rückgepfeilte Flügelform eine Kopplung zwischen Nickbewegungen und Flügelbiegung entsteht. Zudem ist die Flügeltorsionsschwingung kritischer. Des Weiteren treten durch die Annahme von losen Rudern zusätzliche Flatterfälle auf, hier sind zwei beispielshalber aufgeführt.
Zu der Problematik des ruderinduzierten Flatterns gibt es eine altbewährte Lösung. Ein sogenannter Rudermassenausgleich vor dem Drehpunkt des Ruders. Bei der AK-X wäre hierfür aber so viel Masse erforderlich, dass uns dies vor konstruktive Schwierigkeiten stellen würde und, noch viel schlimmer, die Flattergeschwindigkeit anderer Flatterfälle herabsenken würde.
Bleibt nur noch, die Ruder so leicht wie möglich zu bauen. Laut unserer Flatterrechnung muss ein Gewicht von unter 300 g/m Ruderlänge erreicht werden um die kritischen Flatterfälle ausreichend zu dämpfen.
Leicht bauen geht natürlich immer. Leicht bauen und gleichzeitig hohe aerodynamische Lasten aufnehmen ist die wahre Kunst. Von besonderer Relevanz ist für uns die Rudertorsion. Das längste Ruder der AK-X ist ca. 2,4 m lang und wird in der Mitte angesteuert. Kriterium bei der Auslegung war, dass auch bei maximalem Ausschlag und Strömungsgeschwindigkeit sich das Ruder möglichst wenig tordiert um den vorgegebenen Ruderausschlag auf der ganzen Ruderlänge möglichst gut umsetzen zu können.

Aktuell befinden wir uns in der Testphase des Ruderbaus. Ein erster Kandidat ist bereits fertiggestellt und wird demnächst dem Belastungsversuch unterzogen. Dieser erste Kandidat bringt gerade einmal 162 g auf die Waage (Wobei Krafteinleitung und Lack bei diesem Gewicht noch fehlen), muss jedoch einer Kraft von insg. 360 N standhalten. Diese Kraft setzt sich zusammen aus ca. 160 N die gleichmäßig über die Ruderfläche wirken, sowie jeweils 100 N die links und rechts durch die benachbarten, gekoppelten Steuerflächen eingeleitet werden.



Ihr könnt auf einen zukünftigen Blogpost gespannt sein, in dem wir ein Fazit der Belastungsversuche ziehen werden und über die verschiedenen Bauformen berichten werden!
 AK-X
AK-X
So wie quasi alle Bereiche des (öffentlichen) Lebens steht leider auch bei uns die Werkstattarbeit aufgrund des Coronavirus gezwungenermaßen quasi still. Zeit genug, um wichtige organisatorische oder zulassungstechnische Themen aufzuarbeiten, die leider sonst oft ein bisschen auf der Strecke liegen bleiben. Und ebenfalls Zeit genug, um wieder ausführlicher über unsere Arbeit zu Berichten. Aufgrund eines Leserwunsches [Anm. d. Red.: Falls auch du – ja genau du – ein bestimmtes Thema näher erläutert haben willst, kannst du uns gerne kontaktieren; vielleicht ergibt sich ja auch daraus ein weiterer Artikel. Eine Antwort gibt es aber in jedem Fall 😉] widmen wir uns heute dem Thema Steuerung der AK-X, genauer gesagt der Mischerplatte, dem Zentralen Element der Steuerung.
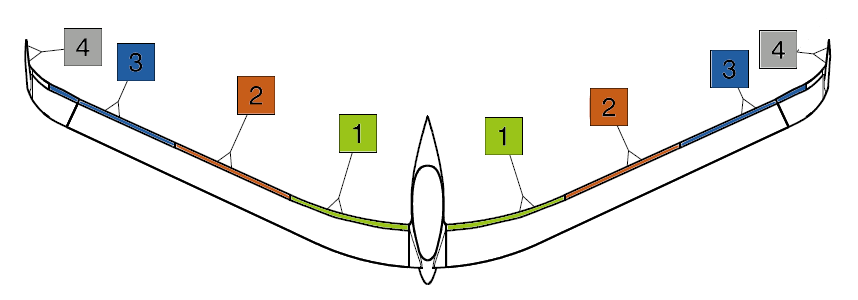
Doch gehen wir nochmal ein paar Schritte zurück und reden über die Steuerung eines Segelflugzeugs allgemein. Was muss diese können? Die Steuerung ist dafür da, die vom Piloten gewünschte Flugzeugbewegung durch Eingabeorgane über Übertragungsglieder zu den entsprechenden Steuerflächen zu bringen. Diese sehr abstrakte Formulierung wird meistens durch relativ einfache, Mechanische Hebel und Seilzüge realisiert. Die Bewegung des Steuerknüppels wird aufgeteilt in Höhenruder- und Querrudersignal und über Steuerstangen an die jeweiligen Ruder übertragen. Verfügt das Flugzeug zusätzlich über eine Wölbklappe, wird diese in der ein oder anderen Weise zum Querruder dazu gemischt, da die Funktion ebenfalls durch Ruderklappen an der Flügelendleiste realisiert wird. So langsam kommen wir zum Kern des Problems: die AK-X verfügt über kein Höhenruder im klassischen Sinn. Die Funktion des Höhenruders ist ebenfalls in den Flügelendleistenklappen integriert. Wölbklappenflugzeuge verfügen über eine, meistens aber zwei Ruderklappen im Flügel für die Funktion des Querruders und der Wölbklappe. Die AK-X benötigt aus flugmechanischen Gründen drei Klappen: eine vor dem Schwerpunkt, eine im Schwerpunkt und eine hinter dem Schwerpunkt.
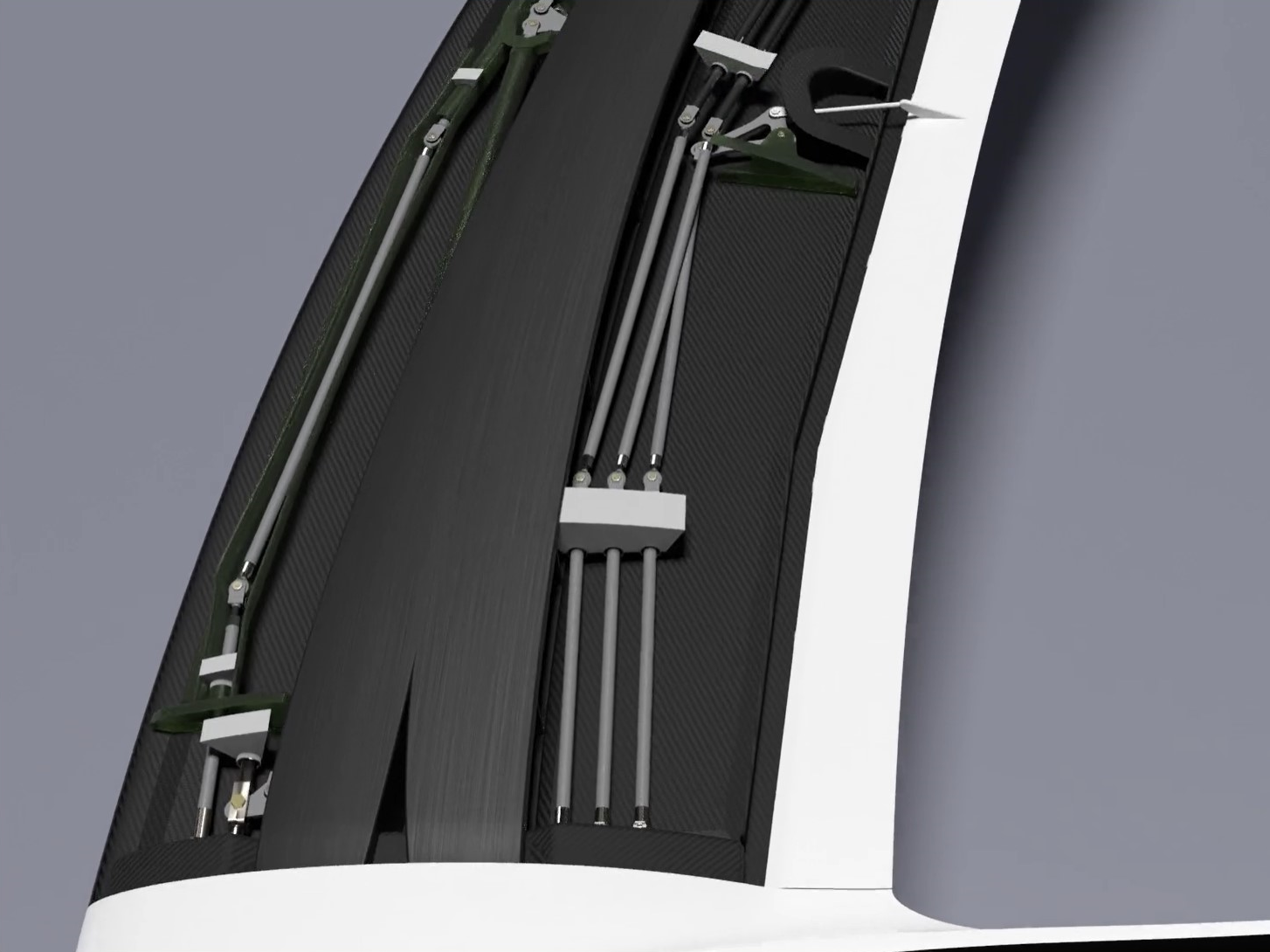
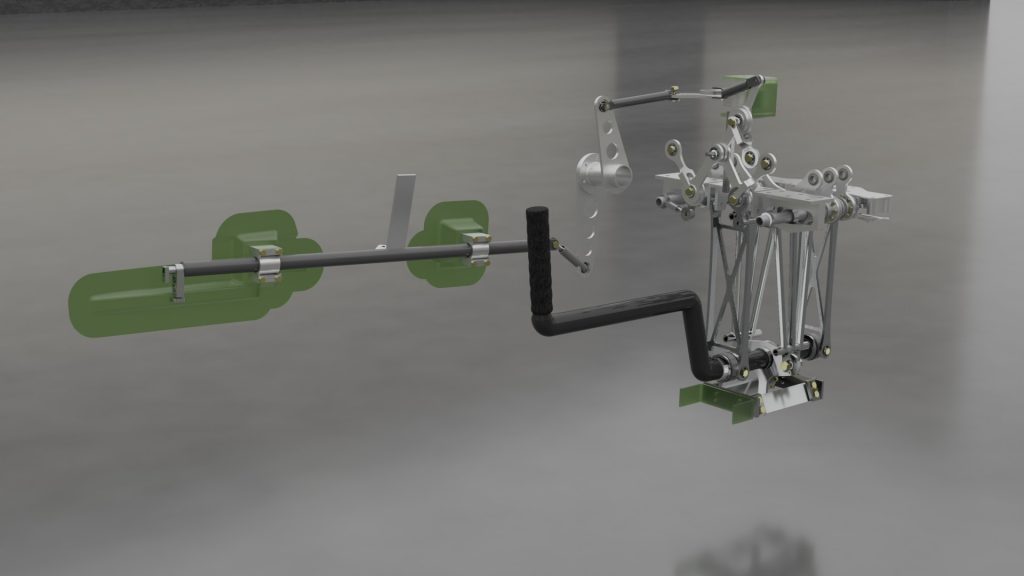
Aufgrund dieser kinematischen Randbedingungen – drei Ruderfunktionen durch die gezielte Ansteuerung von drei Ruderklappen realisieren – ergeben sich für die Steuerung der AK-X ein paar sehr interessante konstruktive Anforderungen. Im Kern dieser Anforderungen an die Steuerung steht die sogenannte Mischerplatte. Diese kann als Herzstück der Steuerung betrachtet werden, da sie die Funktion des Höhenruders, des Querruders und der Wölbklappe vereint – also mischt.
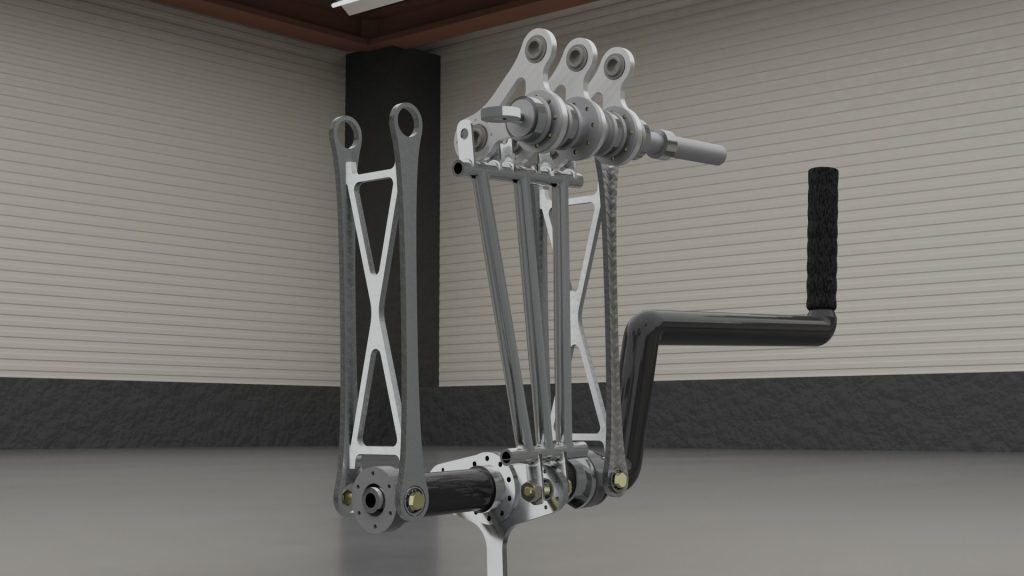
Gehen wir ein bisschen auf den aktuellen Stand der Konstruktion ein. Die AK-X verfügt über zwei dieser Mischerplatten; jede ist für die Mischung einer Seite zuständig. Die Mischerplatte ist an ihrem unteren Ende über ein Gleitlager mit dem Steuerknüppel verbunden. Durch die Parallelogrammsteuerung sind dabei Höhenruder- und Querrudersignal eindeutig voneinander getrennt. Das Höhenruder beschreibt hauptsächlich eine Translation in der Flugzeuglängsachse, während das Querruder eine Rotation um diese Achse beschreibt.
Am oberen Ende der Mischerplatte sind die drei sogenannten Outputplatten befestigt. Diese nehmen das gemischte Signal der Mischerplatte ab und geben es als Output an die Steuerstange für die jeweilige Klappe aus. Dabei sind die Outputplatten auf einer Stange drehbar gelagert, welche durch eine Lageänderung im Rumpf die Outputplatten differenziert bewegt. Diese Bewegung realisiert die Wölbklappenfunktion. Das Bewegen der Outputplatten näher zum Flügel wölbt das Profil positiver, werden die Outputplatten in die Mitte des Rumpfes gezogen wird negativer gewölbt. Der Clou: die vorher vorgestellte Mischerplatte macht diese Bewegung mit und sorgt dafür, dass alle drei geforderten Bewegungen überlagert werden.
Zusammengefasst heißt das also: die Mischerplatte mischt Höhen- und Querruder und gibt diese Signale auf die Outputplatten, welche die Signale um 90° umlenken und in den Flügel leiten. Der Rotationspunkt der Outputplatten wird durch die Spreizung der Wölbklappenstange eingestellt und überlagert so zusätzlich die Wölbklappenfunktion.






