Am 23.01.2026 konnten wir nach über 15 Jahren Projektdauer und tausenden Stunden Projektarbeit endlich die AK-X im Gerthsen-Hörsaal des KIT der Öffentlichkeit präsentieren. Nach einem Grußworten des KIT Vizepräsidenten Dr. Schwartze, des Landtagsageordneten Herrn Salomon, sowie des stellvertretenden KSB-Stiftungsvorsitzenden Dr. Warth und des DAeC-Präsidenten Claus Cordes folgte eine Einführung in die Arbeit der Akafliegs in Deutschland und ihren besonderen Stellenwert in der Luftfahrtentwicklung sowie in der Ausbildung von Ingenieur*innen und Wissenschaftler*innen zur Bewältigung zukünftiger Herausforderungen.
Zu Beginn der Veranstaltung lässt sich bereits grob erahnen was der Abend mit sich bringen wird.
Neben der AK-X stand an diesem Abend auch das neue Projekt der Akaflieg Karlsruhe, die AK-11, im Rampenlicht. Das Nachfolgeprojekt der AK-X wurde im Rahmen des Programms präsentiert und die Besonderheiten der Neuentwicklung sowie des innovativen Konzepts vorgestellt. Die über 700 Gäste konnten im Anschluss einen Einblick in die Herausforderungen und Meilensteine des AK-X-Projekts durch unsere aktuellen und ehemaligen Projektleiter erhalten. Den Höhepunkt des Abends stellte schließlich die Enthüllung der AK-X dar.
Im Anschluss an den offiziellen Teil des Programms gab es für alle Anwesenden die Möglichkeit, das Flugzeug aus nächster Nähe zu betrachten und bei einem geselligen Abend mit unseren Mitgliedern ins Gespräch zu kommen.
Besonderer Dank gilt unseren Sponsoren und Unterstützern, die uns über den gesamten Projektzeitraum begleitet haben, sowie allen unseren Gästen, die diesen Abend für uns zu einem ganz besonderen Erlebnis gemacht haben und sich von unserer Begeisterung für das Projekt haben anstecken lassen!
Die Akademische Fliegergruppe am KIT lädt alle Interessierte herzlich zur Enthüllung ihres fertiggestellten Nurflügel-Segelflugzeugs AK-X ein!
Nach knapp zehn Jahren Bauzeit ist die AK-X fertiggestellt. Durch die Einsparung umströmter Flächen soll der Luftwiderstand deutlich reduziert und damit die Flugleistung gesteigert werden. Die AK-X ist das modernste Nurflügel-Segelflugzeug und findet weltweit Beachtung.
Nachdem dieser grundlegend neue Entwurf zunächst mit Modellflugzeugen iterativ verbessert wurde, befindet sich der personentragende Prototyp seit 2016 im Bau. Weitere Informationen zum Projekt finden sich hier. Das fertige Flugzeug präsentieren wir im Rahmen dieses Rollouts erstmals der Öffentlichkeit. Nach Abschluss letzter Zulassungsarbeiten erwarten wir den Erstflug im Jahr 2026.
ab 18:00 Uhr: begleitende Ausstellung ab 19:00 Uhr: Beginn des offiziellen Programms
Ab 18:00 Uhr findet bereits eine begleitende Ausstellung zur Projektgeschichte statt, in der unter anderem auch alle noch existierenden Modellflugzeuge zu sehen sein werden. Ebenso präsentieren wir das Nachfolgeprojekt AK‑11, das im Rahmen der Luft‑ und Raumfahrtstrategie des Landes Baden‑Württemberg gefördert wird.
Die Akademische Fliegergruppe am KIT betreibt in fast 100-jähriger Tradition rein studentische und ehrenamtlich organisierte Luftfahrtforschung. Schwerpunkte ihrer Projektarbeit sind die Konstruktion, der Bau und die Erprobung von Segelflugzeugen.
Was ist eine Bugkupplung und warum wird sie getestet?
Wie auch andere Segelflugzeuge besitzt auch die AK-X eine Schleppkupplung, über die das Flugzeug beim F-Schlepp mit dem Schleppseil und somit dem Schleppflugzeug verbunden wird. Eine Schwerpunktkupplung ist jedoch zunächst nicht vorgesehen, da das Windenstartverhalten bei Nurflüglern etwas komplizierter ist als bei Flugzeugen der Standardkonfiguration.
Um sicherzustellen, dass die Struktur diese Belastungen sicher trägt, wird ein sogenannter Bugkupplungsbelastungsversuch durchgeführt. Dabei werden alle typischen Lastfälle simuliert, die im realen Betrieb auftreten können und von der Zulassung vorgegeben werden. Das Ziel ist der Nachweis der strukturellen Festigkeit der Bugkupplungsbefestigung und Funktionssicherheit des Kupplungsmechanismus auch unter maximaler Belastung.
Der Nachweis ist für einen Erstflug notwendig.
Im Vordergrund: Hydraulikzylinder mit Wegaufnehmer und Kraftmessdose. Im Hintergrund: AK-X im Belastungsgestell.
Der Versuch an der AK-X
Die Versuchsreihe besteht aus mehreren Belastungsfällen, die wegkontrolliert durchgeführt werden:
Wie bereits beim Winglet-Bruchversuch konnten wir auch bei diesem Versuch auf die Unterstützung durch die „Versuchsanstalt für Stahl, Holz und Steine“ zählen.
Für den Versuch wird der Rumpf der AK-X in das Belastungsgestell eingespannt. Dieses wurde bereits für den Rumpfbelastungsversuch im letzten Jahr verwendet. Durch Drehen dieser Vorrichtung kann die Belastungsrichtung variiert werden. Auch der Belastungswinkel kann dabei variiert werden, um unterschiedliche Start- und Flugzustände nachzustellen.
Versuchaufbau für 30° seitliche Richtung
Zur Aufbringung der Kraft kommt ein Hydraulikzylinder mit Kraftmessdose zum Einsatz. Durch einen Wegaufnehmer am Hydraulikzylinder kann genau und kontrolliert die entsprechenden Kräfte aufgebracht werden. Das Verfahren des Zylinders ist hierbei weggesteuert.
Jeder Lastfall wird mit einer Haltezeit von mindestens 3 Sekunden auf der jeweiligen Soll-Last durchgeführt. Währenddessen werden Verformungen und das Verhalten der Kupplungseinbindung beobachtet.
Versuchsaufbau für den Seilwinkel von 40° nach unten. Dafür wird der Rumpf in Rückenlage gedreht.
Beim ersten Versuch (1.a) wird außerdem der Ausklinkmechanismus geprüft – die Kupplung darf trotz Belastung durch 6600N eine vorgegebene, maximale Entriegelungskraft durch den Piloten nicht überschreiten.
Ergebnisse und Bewertung
Die AK-X bestand alle Belastungsfälle ohne strukturelles Versagen. Die Soll-Lasten von 10.5 kN wurden erreicht, ohne dass dauerhafte Verformungen oder Schäden auftraten. Die Kupplung blieb funktionstüchtig, und die Verbindung zum Rumpf zeigte keine Rissbildung oder sonstige Schäden.
Ein großer Dank gilt hier wieder der „Versuchsanstalt für Stahl, Holz und Steine“ , speziell Dipl.-Ing. Alexander Britner und Jens Gaudig, die uns mit Messtechnik und bei der Versuchsdurchführung wieder sehr unterstützt haben.
Ein weiterer wichtiger Schritt auf dem Weg zur Zulassung und in die Luft!
Wie im letzten Monatsupdate angekündigt war das Ziel für die nächsten beiden Monate das hydraulische Fahren beider Fahrwerke. Es ist immer ein bisschen spannend, das erste Mal Druck auf ein neues System zu geben. Wir dürfen berichten, dass das ohne größere Probleme funktioniert hat!
Dann stand als nächstes der Bugkupplungs-Belastungsversuch, welches dankenswerterweise bei der „Versuchsanstalt für Stahl, Holz und Steine“ durchgeführt werden durfte. Für den Nachweis der Bugkupplungsbefestigung wurde hierfür bei unterschiedlichen Richtungen mit einer Kraft von circa 10kN gezogen. Zusätzlich wurde die Kraft gemessen, die beim Entriegeln unter 6600N Zugkraft vom Piloten aufgebracht werden muss. Bei der AK-X ist die Bugkupplung im Bugfahrwerk integriert. Auch hier hat alles geklappt und es kam zu keinen Verformungen.
Der Rumpf der AK-X, eingespannt für einen Lastfall des Bugkupplungs-Belastungsversuch
Währenddessen wurden die Flügel und Winglets gefinisht. Wir haben uns hier für einlackierte Zahlen- und Wettbewerbskennzeichen entschieden um einem frühzeitiger turbulenten Umschlag vorzubeugen. Flügel, Ruder und Winglets sind somit fertiggestellt und werden in nächster Zeit von unserem Prüfer abgenommen werden.
Ein gefinishtes Winglet mit einlackiertem Wettbewerbskennzeichen
Die nächsten Schritte sind jetzt die Lackierung des Innenraums, bevor auch der Rumpf gefinisht wird. Zuvor wurden die Verkleidungsteile konstruiert und gefertigt, um die Steuerung vor herumfliegenden Kleinteilen zu schützen. Die Steuerung wurde ausgebaut, Unebenheiten im Rumpf verspachtelt und die ausgebauten Stahlteile zur Beschichtung vorbereitet, um Korrosion zu verhindern.
Parallel ging es auch bei den Nachweisen weiter, die für einen Erstflug genauso wichtig sind, wie ein fertiges Flugzeug. So wurde zum Beispiel eine erste Version des Flughandbuches und viele weitere Nachweise beim Luftfahrtbundesamt eingereicht, welche dann von unserem Betreuer dort überprüft werden. Baudokumentation und Wartungshandbücher befinden sich ebenso aktuell in der Erstellung.
AK-11
In den letzten zwei Monaten ging die Arbeit am Demonstratormodell weiter voran. Die Schalen sowie der Holm, der allerdings nur als Mock-up dient, wurden fertiggestellt. Da in der bereits weitgehend gebauten, ursprünglich geplanten Steuerung Fehler festgestellt wurden, musste diese leider noch einmal neu konstruiert und gefertigt werden. Alle Teile der neuen Steuerung sind inzwischen hergestellt und somit bereit für den finalen Einbau. Auch das hintere Ruder wurde bereits laminiert und lackiert, und die Ruderscharniere wurden in den Flügel eingeklebt. Auch die Bogenführung welche als Lagerung für die Vorderkantenklappe dient, wurde von einer externen Firma gefräst und ist Bereit für den Einbau.
Außerdem wurden Auslegungsarbeiten durchgeführt, unter anderem im Bereich der Aerodynamik sowie zum Thema Holmbau.
Twin Projekt XOJ
Am XOJ wurde vor allem an der frisch laminierten rechten Fläche weitergearbeitet. Einige kleinere Stellen wurden geschäftet. Der größte Teil Unterseite wurde nachbearbeitet und durch viel Schleifen und Spachteln auf die Lackierung vorbereitet. In einem Rennen gegen steigende Außentemperaturen, haben wir die Fläche schließlich Mitte August, frühmorgens lackiert und bereits mit dem Einschleifen begonnen. Wegen verbliebener Unebenheiten wird aber ein weiteres mal lackieren nötig sein. Zudem wurden auch am Rumpf Vorbereitungsarbeiten zum Lackieren (Spachteln&Schleifen) vorgenommen.
idaflieg Sommertreffen
Auch dieses Jahr waren einige unserer Mitglider wieder auf dem Sommertreffen der Idaflieg dabei. Dort gab es dieses Jahr neben der Flugleistungsvermessung einiger Serienflugzeuge und dem Zachern auch zwei Karlsruher Sondermessprojekte:
Um eine Digitalisierte und Kontinuierliche Untersuchung der bisher mit analogen Methoden durchgeführten Flugeigenschaftsuntersuchung zu bieten, hat eines unserer Mitglieder die in den letzten Jahren entwickelte Messbox der AK-8 weiter verbessert und mit einem Loggersystem ausgerüstet. Die Steuereingaben werde dabei mit einem Kamerasystem aufgezeichnet. In mehreren Flügen konnten die Bewegungsachsen des Flugzeugs einzeln angeregt und die Antwort des dynamischen Systems aufgezeichnet werden. In der Auswertung geht es nun darum zu untersuchen, wie stark sich das digitale Modell bei gleichen Ausgangsbedingungen und Steuereingaben von den aufgezeichneten Daten unterscheidet. In der nächsten Zeit werden wir hierzu einen eigenen Blogbeitrag veröffentlichen.
Im zweiten Sondermessprojekt hat sich ein anderes Mitglied mit der Anwendbarkeit von LoRa (Long Range-Funktechnologie) im 2,4GHz Band zur Echtzeitübermittlung von Messdaten aus dem Flugzeug an eine Bodenstation beschäftigt. Die ersten Versuche waren erfolgsversprechend!
Der letzte Monat war wieder vollgepackt mit wichtigen Fortschritten an der AK-X. Der Ground Vibration Test (GVT) wurde erfolgreich abgeschlossen – fast alles lief perfekt! Die Wägung ist ebenfalls erfolgt. Die Auswertung, welche Vincent Löffler als Bachelorarbeit bearbeitet, dauert aktuell noch an, sodass es zum momentanen Zeitpunkt noch zu früh ist für eine Aussage zur zulässigen Höchstgeschwindigkeit Vne. Damit das Mylarband an den Tragflächen und Winglets perfekt passt, wurden diese Bereiche von G&K auf die richtige Höhe eingefräst. Am Hauptfahrwerk wurden die restlichen Schweißteile eingbaut, und es passt alles bis auf eine Strebe. Das Bugfahrwerk benötigt steifere Dämpfer, die wir glücklicherweise noch aus dem Material des HfW drehen können. Die aktuellen Dämpfer wären schon am Boden im Anschlag, weil der Schaum zu weich gewählt wurde. Unser nächstes großes Ziel ist das hydraulische Fahren – ein weiterer Schritt in Richtung Erstflug. Bei den Versuchen wurde der Bugkupplungbelastungsversuch vorbereitet. Dafür wurden Anschraubwinkel für das Rumpfbelastungsgestell gefertigt, sodass man den Versuch bei der Vaka am KIT Ende Juli durchführen kann. Im Rumpf wurde dafür der Bowdenzug und die Halterung für den Ausklinkgriff eingeklebt.
Erste Belastungsversuche der Bugkupplung der AK-X
Parallel wurden dazu die Ruderfixierungen für den Flügel und Winglet für den Steuerbelastungsversuch gebaut. Dafür werden später dann alle Ruder in der Neutrallage festgesetzt und die Kraft am Steuerknüppel eingeleitet. Ein Highlight war unser Auftritt beim Tag der offenen Tür. Die AK-X stand dort im Ehrenhof und wurde sowohl dem Präsidium als auch Politikern vorgestellt. Die Resonanz war hierbei großartig!
Wir sind weiterhin mit Hochdruck dabei, die AK-X flugfertig zu bekommen und parallel die Zulassungsversuche durchzuführen.
AK-11
Bautätigkeiten und Fortschritte am Demonstrator
In den vergangenen zwei Monaten konnten wir deutliche Fortschritte beim Bau unseres Demonstrators erzielen. Nachdem die Form durch Modell und Formenbau Schäfer gefertigt wurde, konnten wir endlich mit der eigentlichen Fertigung beginnen. Die Schalen des Flügelsegments sowie der verstellbaren Vorderkantenklappe wurden bereits hergestellt. Dabei kamen zwei verschiedene Verfahren zum Einsatz: Eine Schalenhälfte wurde mittels Vakuumpressen gefertigt, die andere im Vakuuminfusionsverfahren. So konnten wir wertvolle Erfahrungen mit beiden Methoden sammeln. Auch das Glaslaminat, das später die biegbare Abdichtung der Flügeloberseite bilden wird, wurde erfolgreich gefertigt. Neben der Fertigung wurde natürlich auch weiterhin intensiv am Demonstrator konstruiert und an der aerodynamischen Auslegung gearbeitet.
Die Vorderkantenklappe und Schale des Flügelsegments in seiner Form
Rumpfauswahl und Kooperation mit HpH
Parallel dazu haben wir verschiedene verfügbare Flugzeugrümpfe untersucht. Unsere Analyse hat ergeben, dass sich der Rumpf des Twin Shark von HpH am besten für unser Vorhaben eignet – vor allem aufgrund seines vergleichsweise geringen Gewichts. Bei einer Werksführung in Tschechien konnten wir uns vor Ort einen Eindruck von der Produktion verschaffen und erste Gespräche mit dem Geschäftsführer führen. Die Zusammenarbeit im Rahmen der AK-11 sieht aktuell sehr vielversprechend aus.
Gruppenbild mit dem Geschäftsführer von HpH
Twin-Projekt XOJ
Das Twin-Projekt hat im Mai/Juni große Fortschritte erzielt. Höhenleitwerk und Höhenruder wurden PU lackiert und der Lack anschließend hochgeschliffen und poliert. Das Ergebnis lässt sich sehen: Höhenleitwerk und Höhenruder sehen sehr gut aus!
Das von uns in PU lackierte Höhenleitwerk in vollem Glanze
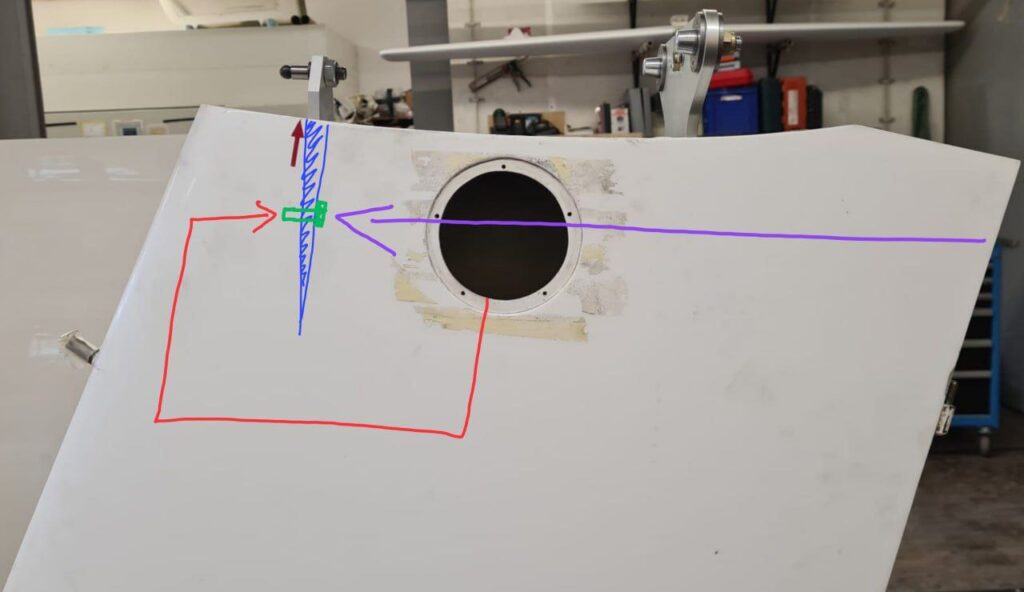
Die Beschläge, welche das Höhenleitwerk am Seitenleitwerk halten, wurden erfolgreich im Seitenleitwerk befestigt. Der vordere Beschlag wurde in einer keilförmigen Tasche verklebt und verbolzt. Im gleichen Schritt wurde ein Schaden behoben, welcher durch das entfernen des alten Beschlages entstanden war. Diese Arbeit hat sich aufgrund des minimalen Arbeitsraumes und der Sicht, welche nur durch Spiegel und Endoskopkamera möglich war als kompliziert erwiesen. Anschließend wurde die Ausrichtung des montierten Höhenleitwerk überprüft und für passend empfunden.
Eine Skizze, die in Rot und Lila die Komplexität der Eingriffe verdeutlicht
Auch bei der rechten Fläche konnte ein großer Meilenstein verbucht werden. So wurde in den letzten zwei Monaten die große Schäftstelle auf der Unterseite vollständig aufgeschliffen und eine neue Lage laminiert. Dabei wurden auch der Hitzeschaden und tiefere Risse nahe der Wurzel repariert. Somit ist diese große Baustelle, welche schon seit Ewigkeiten besteht einen wichtigen Schritt Richtung Fertigstellung gegangen. Am Seitenruder wurde der obere Scharnier in seiner korrekten Position eingeklebt und mit Verstärkungslagen überlaminiert.
Die Akaflieg freut sich über die Bewilligung einer Förderung durch das Ministerium für Wissenschaft, Forschung und Kunst Baden-Württemberg im Rahmen der Luft- und Raumfahrtstrategie des Landes. Mit diesem Programm werden studentische Gruppen unterstützt, die durch innovative Projekte zur Weiterentwicklung der Luft- und Raumfahrt beitragen und junge Talente für das Fachgebiet begeistern.
Gefördert wird das neueste Forschungsprojekt der Akaflieg Karlsruhe, die AK-11 mit verstellbarer Vorderkantenklappe, nach einem Patent von Johannes Achleitner (www.achleitner.aero), einem Alumnus der Akaflieg München. Dieses Segelflugzeugkonzept setzt auf eine adaptive Flügeltechnologie, die aerodynamische Eigenschaften optimiert und so die Leistung verbessert. Im Rahmen der Förderung soll zunächst ein Demonstrator entwickelt und im Windkanal getestet werden. Anschließend soll zur Verifizierung der Strukturrechnungen ein Bruchflügel gebaut und zerbrochen werden. Dabei kommen modernste Fertigungsmethoden zum Einsatz, ergänzt durch umfassende Windkanal- und Strukturtests.
Die Firma Achleitner Aerospace unterstützt die Akaflieg bei der Entwicklung der Vorderkantenklappe mit Ihrer Erfahrung in diesem neuen Konzept. Hierfür ist die Akaflieg sehr dankbar.
Dank der Förderung kann die Akaflieg Karlsruhe ihre Forschung weiter vorantreiben und gleichzeitig Studierende für die Luftfahrttechnik begeistern.
Feiern Sie mit uns und Boeing die Zukunft der Luftfahrt
In diesem Jahr blicken wir, die Akademische Fliegergruppe am KIT (kurz: Akaflieg Karlsruhe), auf 95 Jahre studentische Forschung und Entwicklung im Bereich der Luftfahrt zurück. Zu diesem Jubiläum veranstalten wir am 02. November eine Ausstellung unserer Prototypen mit anschließendem Vortrag von Boeing. Die Ausstellung wird um 10 Uhr vor dem Audimax Hörsaal auf dem KIT Campus Süd beginnen. Anschließend laden wir um 18 Uhr zum Vortrag „Boeing: Digital Innovation and Sustainability“ im Audimax Hörsaal ein. Dieser wird zusätzlich auch auf unserem YouTube-Kanal als Livestream übertragen.
Boeing: Digital Innovation and Sustainability
Boeing 777X
Den englischsprachigen Vortrag werden Miriam Cornel und Hilna Sahle vom Boeing Global Services Research Lab in Frankfurt halten. Sie werden über den Ideen- und Innovationsprozess bei der Entwicklung neuer Produktideen sprechen und darüber, warum ein interdisziplinäres Team dabei so wichtig ist. Anhand der Beispiele Urban Air Mobility und Sustainability werden Miriam und Hilna veranschaulichen, wie die Forschung manchmal auf unkonventionelle Weise an neue Probleme herangehen muss. Nur so können Ergebnisse schnell und agil erzielt werden, selbst wenn dafür das gesamte Klebeband im Büro verbraucht werden muss…
Bei der Ausstellung werden nicht nur unsere Prototypen der letzten Jahrzehnte (AK-5, AK-5b, AK-8) präsentiert, sondern auch unser aktuelles Projekt, die AK-X. Mit der AK-X entwickeln wir ein neuartiges Nurflügel-Segelflugzeug, das durch besonders hohe Flugleistung überzeugt und dabei vor allem noch gutmütige und handhabbare Flugeigenschaften aufweisen soll. Die Entscheidung für dieses Projekt wurde getroffen, da konventionelle Konzepte in den letzten Jahren schon ausgiebig von Segelflugzeugherstellern oder anderen Akafliegs erforscht und iterativ verbessert worden sind. Eine große Leistungssteigerung ist deshalb nur mit einem radikal anderen Konzept, wie bei der AK-X, möglich. Dabei treten aber auch viele Herausforderungen auf, die wir eigenständig lösen müssen. Kommt gerne bei der Ausstellung vorbei, wenn ihr mehr dazu erfahren wollt. Natürlich könnt ihr euch auch hier auf unserer Homepage oder unserem YouTube-Kanal bereits im Voraus über unsere Projekte informieren.
Vielen Dank an den Förderverein der Studierendenschaft des Karlsruher Institut für Technologie e. V. für die Unterstützung unserer Prototypenausstellung!
 AK-X
AK-X