Unsere Werkstatt ist das Herzstück unserer Arbeiten. Im Großen und Ganzen sind wir auch sehr zufrieden mit ihr. Sie bietet viel Platz und verfügt über alle gängigen Maschinen, die man im Segelflugzeugbau benötigt. Eine Sache hat uns jedoch seit längerer Zeit gestört. Durch die unerlässlichen spanenden und staubproduzierenden Arbeiten bestand konstant eine hohe Staubbelastung. Das ist aus mehreren Gründen unschön.
Zum einen ist bei Verklebungen und Rohmaterial (z.B. Gewebe und Harz) eine hohe Sauberkeit unerlässlich. Diesem haben wir in der Vergangenheit immer durch Abdecken/Verpacken und penibles Reinigen entgegen gewirkt. Zum anderen sind unsere Mitglieder natürlich auch der Staubbelastung und deren gesundheitlichen Folgen ausgesetzt, den Maschinen und dem allgemeinen Aussehen der Werkstatt ist der Staub natürlich auch nicht dienlich.
Die Lösung? Ein Schleifraum!
Anstatt quer über die Werkstatt den Dreck zu produzieren wollen wir ihn nun in einen Raum „verbannen“. Schnell entstand der Plan, eine neue Wand einzuziehen. Nach einer Absprache mit der Universität, wurde uns die Unterstützung durch Vermögen und Bau Baden-Württemberg zugesagt.
Ursprünglich waren die Baumaßnahmen für Anfang 2020 angesetzt, mussten jedoch aus allseits bekannten Gründen auf den Sommer verschoben werden. Im Voraus haben wir knapp zwei Wochen damit verbracht, alles auszuräumen und Maschinen abzubauen. Unsere Lackierkabine musste zwischenzeitig als Lagerraum herhalten.
Fast leer geräumt und bereit für die RenovierungLackierkabine als Lagerraum
Zügig war die Wand eingezogen und die lärmschützende und staubdichte Tür montiert. Wenig später war gestrichen und es wurde die Elektronik und Druckluft verlegt. An dieser Stelle möchten wir uns recht herzlich für die Unterstützung durch KIT und Land bedanken. So professionell und schnell hätten wir das selber nicht hinbekommen.
Zwischenstand: Wand und Tür stehen schon
Die Absaugung haben wir abschließend größtenteils selber gemacht. Nun verfügt jede Maschine über ein Rohr direkt zur Absauganlage. Als abschließendes i-Tüpfelchen unterstützte uns ESTA Absaugtechnik mit einem Absaugarm, der punktgenaues Absaugen überall im Raum ermöglicht.
Zusammenfassend lässt sich sagen, dass die Umbauten ein voller Erfolg waren. Die oben genannten Probleme sind nun bis auf wenige kleinere Ausnahmen ein Ding der Vergangenheit. Wir freuen uns schon, den Schleifraum nächstes Jahr gebührend auslasten zu können, sobald das wieder möglich ist.
Da die Werkstatt für uns alle eine zweite Heimat darstellt und sowohl der Bartresen als auch die dahinterliegende Küche hochfrequentierte Hotspots eben jener Werkstatt sind, konnte man einen gewissen Verschleiß nach etwa drei Jahren Nutzung nicht mehr leugnen.
Die sozialen Einschränkungen der Pandemie führten leider dazu, dass sich die geliebte Küche zu einer vereinsamten Schwester entwickelte. Es gab nun leider auch für das letzte Mitglied der Aktivitas keinen Grund mehr, um über ihre Makel hinweg zu sehen. Ein kleiner „Unfall“, bei dem sich ein Mitglied zu optimistisch auf die Tragkraft der Arbeitsfläche verließ, tat dann schließlich sein Übriges.
Der Entschluss stand fest: Es muss eine neue Küche her!
Am 24.09. entdeckte ein ambitionierter Interessent zufälligerweise eine Küche im Internet, die wegen einer Haushaltsauflösung abzugeben war. Freundlicherweise wurde sie uns sogar kostenlos überlassen – Eine wahnsinnig nette Geste, die wir mittellosen Studenten sehr zu schätzen wissen!
Die anschließenden Schritte gingen reibungsfrei und wahnsinnig schnell über die Bühne. Die Küche wurde von uns abgeholt, die alte zerlegt (coronabedingt leider ohne würdige Trauerfeier), die Wände neu gestrichen. Danach ließen wir alles anschließen. Neben der Küche wurde uns auch eine zweite Spülmaschine, von einem unserer Ehemaligen, geschenkt! Das kommt den teils eher spül-unwilligen Mitgliedern sehr gelegen.
Erfreulicherweise fanden sich viele Aktive, um die Küche auch während des Herbstschulungslagers ordentlich einzuräumen und jedem Topf, jeder Pfanne, sowie Toaster und Schokobrunnen einen beschrifteten Platz zuzuweisen.
Abschließend freuen wir uns alle wahnsinnig über die neue Küche und hoffen sie eines Tages mit der gesamten Gruppe einweihen zu dürfen! Bis dahin werden sich die Corona Beschränkungen wohl positiv auf ihre Lebenszeit auswirken.
Wir danken allen Beteiligten, die sich um die neue Küche gekümmert haben, und vor allem natürlich unseren lieben Spendern!
Nach dem Kauf von zwei stark beschädigten Flugzeugen des Typs Twin II (Reparatur-Projekt Twin II), sind die Reparaturarbeiten mittlerweile seit einem Jahr im Gange. Angedacht war für die Reparatur eines Flugzeuges ein Arbeitsvolumen von circa 200 Arbeitsstunden, mit dem Ziel dieses im vergangen Herbstschulungslager wieder fliegen zu sehen. Diese Planung ist, ähnlich wie der Twin mit der Wettbewerbskennzeichnung XNZ, ins Wasser gefallen. Bisher wurden über 1000 Arbeitsstunden in das Projekt investiert ohne dass einer der beiden beschädigten Flieger bisher Starten durfte oder konnte.
Dieser beträchtliche Mehraufwand ist dadurch begründet, dass sich die Reparaturen als schwerwiegender erwiesen als zunächst prognostiziert. So wurden neben den notwendigen Ausbesserungen am Holmtunnel und der Neuanschaffung der Instrumente besonders großes Augenmerk auf die Neugestaltung und Sanierung des Cockpits gelegt.
Im Cockpit wurde, neben der kompletten Überholung der Steuerung, durch eine Renovierung der Cockpiteinrichtung ein sehr ansprechendes Ambiente geschaffen. Um nicht gezwungenermaßen als Cabriolet fliegen zu müssen, war ebenfalls ein Neubau der vorderen Haube alternativlos. Die neue Haube besteht aus einem gebrauchten Haubenrahmen in welchen ein neues Haubenglas eingepasst wurde.
Um erneute, sichere Windenstarts zu ermöglichen musste die Kupplung ebenfalls wiederhergerichtet werden. Die Landefähigkeit wurde natürlich nicht außer Acht gelassen und so stand eine Generalüberholung des Fahrwerkes samt Verkleidung außer Frage. Nach den erfolgten Reparaturarbeiten verfügt die Karlsruher Akaflieg nun nicht nur über einen praktisch flugfähigen, hervorragend renovierten Doppelsitzer mehr, sondern auch über die gesammelten Erfahrungen die eine grandiose Ergänzung der vorhandenen Expertisen und Erfahrungen darstellen.
Zur abschließenden Eingliederung in den Flugbetrieb mussten zur Gewährleistung der Pilotensicherheit Fallschirme und zum sicheren Transport ein Anhänger an- und herbeigeschafft werden. Die Beschaffung des Anhängers aus Polen stellte ebenfalls eine nicht zu unterschätzende Herausforderung dar, die gleichwohl bravourös gemeistert wurde.
Zum jetzigen Stand ist der Twin mit der Wettbewerbskennzeichnung XNZ praktisch flugfähig. Zwar müssen noch eine Myriade an Kleinigkeiten insbesondere an der Elektrik erledigt werden, jedoch bestehen die größten Hürden in der erneuten Zulassung, diese ist bereits in Angriff.
Resümierend lohnt sich ein Blick auf die 2019 formulierten Ziele des Projektes. Geplant war mindestens die Wiederherstellung eines TWIN-Doppelsitzer aus zwei defekten Flugzeugen, um das aktuelle Schulungsflugzeug zu entlasten, Knowhow in der Flugzeugrestaurierung zu sammeln und auszubauen, die Schulungskapazitäten der Akaflieg zu verbessern, sowie im Idealfall durch die vollständige Restaurierung des zweiten Flugzeuges möglicherweise sogar einen finanziellen Gewinn zu erzielen.
Nach der quasi Fertigstellung des Projektes erscheint nun auch die vollständige Reparatur des zweiten kaputten TWINs als ein realistisches Ziel.
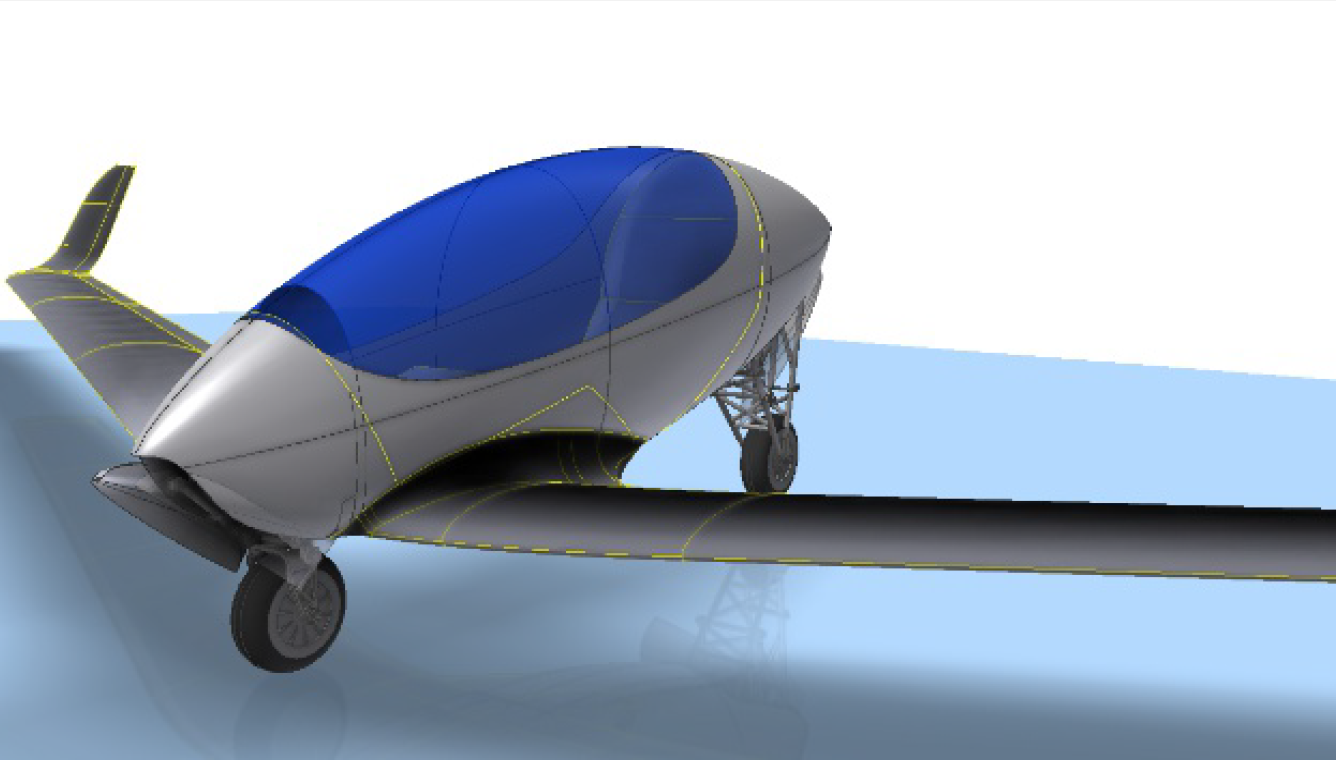
Im Namen der Akademischen Fliegergruppe am Karlsruher Institut für Technologie e.V. möchten wir hiermit den Farblaser-Multifunktionsdrucker Brother MFC-L8900CDW nach erfolgtem Testbetrieb wärmstens empfehlen und uns für den von Brother zur Verfügung gestellten Drucker bedanken. Unsere studentische, gemeinnützige und spendenfinanzierte Hochschulgruppe auf Vereinsbasis existierte bereits in der Vorkriegszeit und besteht seit ihrer Wiedergründung im Jahre 1951 in der jetzigen Form. In dieser haben wir es uns zum Ziel gemacht, Segelflugzeuge selbsttätig, eigenverantwortlich und mit hoher Professionalität zu entwickeln, zu bauen, zu erproben und letztendlich in den regulären Flugbetrieb zu überführen. Im Zuge dessen leisten wir unseren Beitrag in der angewandten Forschung im Bereich Luft- und Raumfahrttechnik und können dabei große Innovation und neu gedachte Konzepte in den Sektor einbringen, da wir aufgrund unserer Gemeinnützigkeit keinem Marktrisiko unterliegen. In unserer über 90-jährigen Geschichte blicken wir auf eine Vielzahl selbst entwickelter Flugzeug-Prototypen zurück, wovon sich aktuell vier in Verwendung befinden. Ein weiterer Prototyp – das innovative, revolutionäre und einzigartige Nurflügel-Segelflugzeug AK-X – befindet sich derzeit in seiner finalen Projektphase. Über diese und weitere unserer Tätigkeiten dürfen Sie sich gerne auf unserer Website www.akaflieg-karlsruhe.de ein umfassendes Bild machen. Die Firma Brother stellte uns Anfang des Jahres 2020 dankenswerterweise eines ihrer Produkte – den Farblaser-Multifunktionsdrucker MFC-L8900CDW als Testgerät zur Erprobung im Rahmen unseres Vereinsbetriebes zur Verfügung. Dies umfasst sowohl die Verwendung im administrativen, wie auch im technischen Bereich unserer Arbeit als Hochschulgruppe. Hierfür sollte das Multifunktionsgerät nicht nur robust, langlebig und funktionell sein, sondern auch bei hohem Druckaufkommen wirtschaftlich arbeiten. Neben einer hohen Scan- und Druckqualität und -geschwindigkeit bei der Vervielfältigung von Formularen, Dokumenten und technischen Zeichnungen war uns auch eine überdurchschnittliche Kompatibilität und Konnektivität wichtig. Auch der problemlose und wartungsarme Betrieb des Gerätes über weite Strecken sowie Arbeitseffizienz durch Duplex-Scan und -Druck waren entscheidende Kriterien für die Auswahl des Testobjektes. Zu Beginn der Erprobung fiel zunächst die sehr robust wirkende und mit ausreichend Polstermaterial versehene Verpackung auf, welche ohne Zweifel einen unbeschadeten Transport des Druckers gewährleisten konnte. Bei Aufbau und Inbetriebnahme des Geräts war das Erstaunen über die anhand bebilderter Kurzanleitungen kinderleichte Vorgehensweise groß – insbesondere als bereits kurz nach Beginn des Prozederes die erste lupenreine Druckseite aus dem Ausgabefach gespult wurde. Die Installation der für den Betrieb notwendigen Software war simpel und komplikationslos, sie ging ähnlich schnell wie der Aufbau des Multifunktionsgerätes von der Hand. Und hier eröffnete sich auch das erste Mal der Funktionsreichtum und das einwandfreie Zusammenspiel der Brother-Software mit dem MFC-L8900CDW, welches ganz neue Möglichkeiten in Kontrolle und Anpassung durch den Anwender eröffnet. Doch nun zum regulären Betrieb: Das Multifunktionsgerät wurde von uns wie beschrieben zum einen für administrative Zwecke genutzt. Es kam dabei vor, dass mal eben hunderte von doppelseitigen Formularen gedruckt oder ebenso gut ein ganzer Ordner doppelseitiger Gesetzesbestimmungen zur Digitalisierung gescannt werden mussten. Beides erledigte unser Testobjekt ohne Murren und auf Knopfdruck. Weitere Handgriffe waren nicht nötig, denn die Duplex-Funktion tat zuverlässig ihr Übriges. Es fiel außerdem auf, dass all dies sehr leise von Statten ging. Die Geschwindigkeit war in beiden Fällen gut, wenn die Prozesse jeweils auch erst nach einer kurzen Reaktionszeit des Druckers durchgeführt wurden. Das Gerät bewies zudem eine außerordentlich gute Konnektivität und Kompatibilität. Egal von welchem Vereins- oder Privatrechner oder von welchen Mobiltelefonen es per Software bzw. App angesteuert wurde – er tat das, was man wollte. Druck per WLAN von der anderen Seite des Gebäudes? Scan auf USB-Stick? Alles kein Problem! Dabei blieben die Betriebskosten des MFC-L8900CDW übrigens noch immer moderat, vermutlich dank der fortschrittlichen, darin verbauten Technologie und ganz sicher wegen der vernünftig angesetzten Preislage der Toner. Nun jedoch ging es ans Eingemachte: Das Multifunktionsgerät wurde in unsere hochschulgruppeneigene Werkstatt verbracht und dort erneut in Betrieb genommen, um sich nun im technischen Anwendungsbereich zu beweisen. Und funktionierte. Trotz der unreinen Umgebung, schleifstaubgeschwängerter Luft, schmierfettbehafteten Bedienerfingern und herumfliegender Metallspäne konnten wir einwandfreie und scharf gestochene technische Zeichnungen zu Papier bringen. Zu Empfehlen ist dieses Umfeld für den Drucker allerdings bestimmt nicht – über dessen Einfluss auf die Lebensdauer können wir nach unserer mehrwöchigen Testphase dabei natürlich noch keine Aussage machen. Zusammenfassend können wir als technische Hochschulgruppe mit vielfältigen erprobten Aufgabenstellungen für das Brother MFC-L8900CDW-Multifunktionsgerät behaupten, dass dies ein großartiger, hochfunktioneller Drucker mit einfacher Inbetriebnahme und einer außergewöhnlichen Konnektivität ist, der komplikationslos seinen Dienst tut – und das auf angenehm bedienerfreundliche und wunderbar geräuscharme Weise. In unserem Testbetrieb konnte stets eine sehr gute Qualität kombiniert mit einer einwandfreien Geschwindigkeit erreicht werden, sowohl im Druck- als auch im Scan- und Kopiermodus. Selbst bei der Erstellung hochauflösender Bilder. Den Faxmodus haben wir leider nicht testen können, wir gehen hier jedoch vom Selben aus. Absolute Empfehlung!
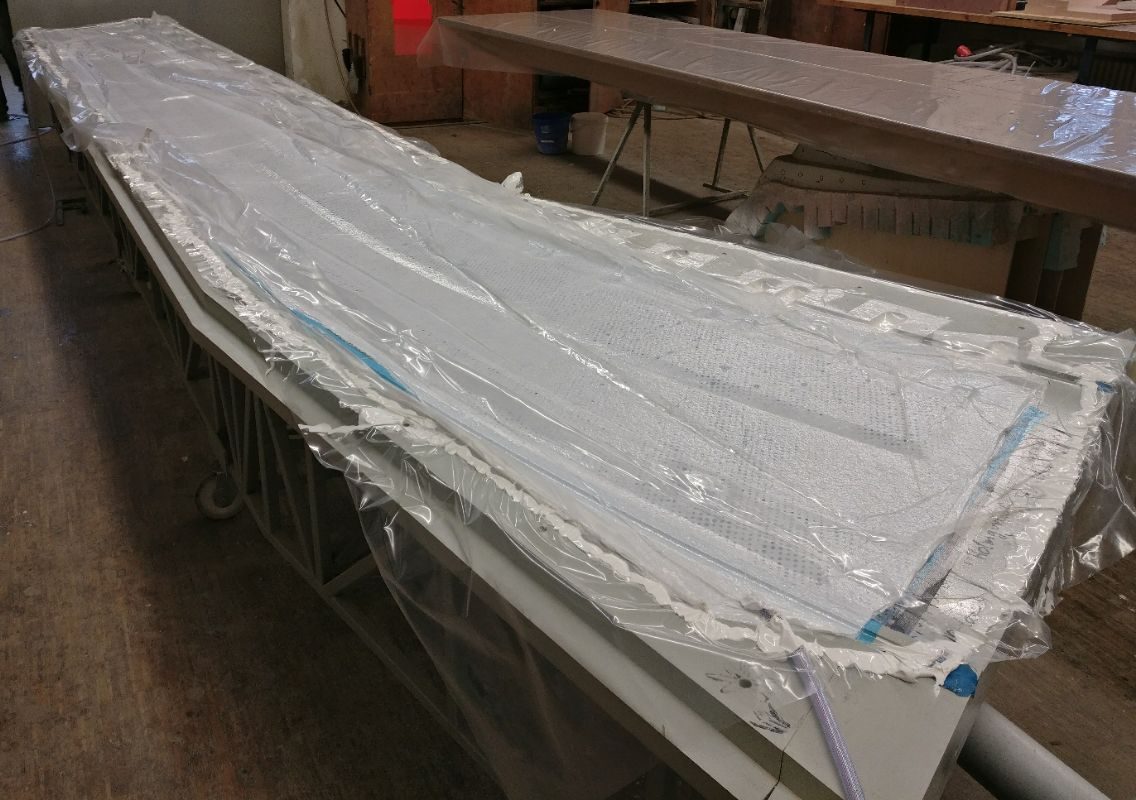
Schon im vergangenen Jahr hatten wir begonnen, das größte Teil unseres Prototypen zu bauen: den Flügel. Nachdem die Arbeit sich zuletzt auf den Bau der Rumpfform konzentriert hatte und in den letzten Wochen die Vorbereitungen für den Weiterbau der Fläche liefen, wurde am Wochenende das Innenlaminat fertiggestellt.
Innen- und Außenlaminat werden durch eine Schicht aus festem Schaum getrennt, wodurch die Beulsteifigkeit erhöht wird. Es müssen also einige Arbeitsschritte zwischen diesen Bauabschnitten erfolgen. Dazu gehören vor allem die Vorbereitung des Schaums (auch Stützstoff genannt) und dessen Einkleben in die Form. Wie auch beim Außenlaminat wurde das Innenlaminat weitgehend nach den Verfahren gebaut, zu denen wir schon beim Bau des Bruchflügels Erfahrungen sammeln konnten. Trotzdem gibt es bei einem „echten“ fliegenden Flügel einiges mehr zu beachten: so wurde beispielsweise das Steuerungssystem im Bruchflügel nicht montiert. Zwischen Außen- und Innenlaminat wurden dafür die flügelseitigen Teile der Ruderscharniere angebracht. Auch die Befüllung für den Wasserballast wurde das erste Mal vollständig und funktionstüchtig eingebaut.
Der nächste große Meilenstein auf dem Weg zur Fertigstellung der rechten Tragfläche wird der Bau der Holmgurte sein. Auch in diesem Bereich konnten wir schon beim Bau des 1:2-Modells und beim Bau des Bruchflügels Erfahrungen sammeln, die uns sicher wieder nützlich sein werden. Zunächst müssen wir wiederum einiges an den Flächenformen vorbereiten, denn eine Form für den Holmgurt selbst gibt es (noch) nicht: diese wird direkt in das Innenlaminat gebaut und später wieder entfernt.
Neben der Arbeit am Flügel gehen jedoch auch die Vorbereitung zum Bau des Rumpfes zügig voran. Nachdem wir ein weiteres Mal die CNC-Fräse bei DG-Flugzeugbau nutzen durften, um kleinere Formen – vor allem für den Innenausbau des Rumpfes – zu fräsen, werden diese nun für den Bau der Teile vorbereitet. Auch im Bereich des Rumpfbaus steht schon bald der nächste Meilenstein an: nachdem im Dezember die Form vollendet wurde, wird darin ein Mockuprumpf entstehen.
Die Form vor dem Einlegen des Innenlaminats. Gut zu erkennen: der Stützstoff mit den Ausschnitten für Holm und Bremsklappenkasten.
Die Ruderscharniere werden freigelegt, sodass sie aus dem gerade eingelegten Laminat herrausschauen.
Das fertige Innenlaminat der oberen Flügelschale. Vorne liegt die Wurzelrippe, in der Mitte der Bremsklappenkasten.
Das fertige Innenlaminat der Unterschale, vorn die Vorbereitung für die Wasserballastöffnung.
Dies soll der erste einer ganzen Reihe Blogartikel werden. Worum es geht? Um unseren Dauerbrenner: Den Bau der AK-X. Wir haben angefangen den Bruchflügel zu bauen, der im dritten Quartal dieses Jahres getestet werden soll.
Bevor der Bau jedoch beginnen konnte, musste alles dafür vorbereitet werden. Nachdem die Flügelformen, die wir im Februar und März bei der Firma DG-Flugzeugbau in Bruchsal freundlicherweise fräsen durften (Artikel zum Formfräsen), auf ihren Gestelle geklebt wurden, wurden sie nun abschließend für ihren Einsatz vorbereitet. Um eine optimale Flügeloberfläche zu gewährleisten, muss die Form absolut glatt sein. Dazu wurde sie zunächst mit einem Fülllack lackiert und dann geschliffen, um alle Rautiefen, die vom Fräsen geblieben sind, zu entfernen.
Da der Flügel in der Form von außen nach innen aufgebaut wird, wird in die Formen zu allererst der Lack aufgetragen. Damit sich dieser später noch möglichst schadensfrei aus der Form lösen lässt, wurden die Formen mit vier Lagen Wachs beschichtet. Das dazu verwendete „Spacewachs 200“ wurde uns von der Firma „Jost Chemicals“ gestellt.
Die AK-X wird zum Großteil aus Kohlenstofffaserverstärkten Kunststoffen (CFK) gefertigt. Die benötigten Schichten sind jedoch sehr dünn (bei der AK-X: ca. 1-2mm). Solche dünnen Schichten sind jedoch kaum in der Lage die so wichtige Flügelkontur auch unter Last beizubehalten. Sie tendieren dazu Beulen und Falten zu schlagen, wie ein Blatt Papier, dass man zusammenschiebt. Um das zu verhindern, wird die Schichtdicke des CFK durch den Einsatz eines sog. Kernmaterials erhöht. Dieses ist i.d.R. ein sehr leichter Hartschaum. Wir verwenden 10mm dickes „Divinicel H60“, das uns von DIAB bereitgestellt wurde. Als letzten Schritt in den Vorbereitungen musste dieser zugeschnitten und die Kanten abgeschrägt (geschäftet) werden.
Am Dienstagabend lag dann tatsächlich alles bereit.
Die fertiggestellten Formen müssen zunächst geputzt werden. Anschließend wird ein Trennmittel aufgebracht, um dafür zu sorgen, dass man den fertigen Flügel später auch aus der Form bekommt.
Der Lack schützt die Faserwerkstoffe eines Segelflugzeug vor UV-Strahlung und sorgt durch seine weiße Farbe dafür, dass das Flugzeug nicht zu warm wird
Einzelne Stücke werden schließlich zu einer zusammenhängenden Fläche verklebt
Unsere DG-500 ist zurück. Heute startete der Flieger zu seinem Abnahmeflug nach der Reparatur des Hecks, dass bei einer Außenlandung abgerissen war. Nachdem die organisatorischen Hürden genommen waren, vollzog sich die Reparatur in nur 5 Wochen. Ein großer Dank geht hierbei an den LTB Güntert und Kohlmetz, der diese Reparatur prüftechnisch und mit KnowHow begleitete. So konnten aus dieser misslichen Lage zumindest Wissen und Fertigkeiten unsererseits gewonnen werden.
Seit Dienstag läuft die Reparatur unseres Wölbklappendoppelsitzers DG-500 mit Unterstützung durch den LTB Güntert und Kohlmetz in Bruchsal. Im Mai ist bei einer Außenlandung im hohen Gras ist das Leitwerk abgerissen, welches nun nach einigem Abwägen durch ein anderes ersetzt wird. Die Piloten blieben, wie auch der Rest des Fliegers, unverletzt. Der tägliche 8h-Arbeitseinsatz zwei bis drei unserer Mitglieder lässt die Lücke im Flugzeugpark nun bald wieder verschwinden.
In den letzten Wochen ist wieder eifrig an der AK-X gebaut worden. Noch bewegen wir uns im Maßstab 1:2, doch der große, manntragende Flieger rückt langsam in den Fokus. Grund genug, die verbliebenen Arbeiten am 1:2-Modell zügig fertigzustellen. Daher ist die Werkstatt seit Wochen fast ausschließlich mit Formen, Tischen und anderen Utensilien belegt, die für die Arbeiten an der AK-X benötigt werden.
Konkret ist dies zum einen die nun fertiggestellte Form zum Bau eines Rumpfes für das 1:2-Modell, bei dem die Flächen auf halber Höhe, und nicht wie bisher unter dem Rumpf, angeordnet sind. Der Bau der Form erfolgte wie schon bei dem Tiefdeckerrumpf durch Abformen eines Rumpfpositivs (siehe auch: hier )
Parallel dazu entsteht der Rumpf der Tiefdeckerversion. Frisch entformt kann man den Unterschied zu seinem Urpositiv kaum erkennen. Doch Innen schlummert schon eine flugtüchtige Struktur. Hier werden nun in der nächsten Zeit die Haube, übrige Spanten, das Fahrwerk, sowie die nötige Steuerelektronik eingebaut.
Frisch „geboren“: Der Tiefdeckerrumpf ist entformt.
Den meisten Platz jedoch belegen die Flächenformen des 1:2-Modells. In ihnen wird derzeit eine zweite Garnitur Flügel gebaut. Ziel ist es, neben der Schaffung eines Back-ups, eine überarbeitete Struktur, sowie den Umgang mit einem anderen Fasertyp zu proben. Außerdem ist es eine gute Möglichkeit das Know-How des Flügelbaus in der Gruppe zu festigen und weiterzugeben, um beim manntragenden Flugzeug unnötige Fehler zu vermeiden.
Die Form für die Oberschale des linken Außenflügels nach dem Aushärten des Außenlaminats.
Dies ist eine kleine Anleitung, wie man mit GFK-Materialien eine Form baut.
Unser Urpositiv ist ca. 150cm lang und an der Stelle des größten Umfangs ca. 50cm hoch und 25cm breit. Aufgrund dieser Größe war für uns der Materialaufwand eine Form zu Fräsen viel zu hoch. Deshalb haben wir uns dazu entschieden ein Urpositiv zu bauen und dieses abzuformen.
Für unsere Formen hat uns die Firma HP-Textiles freundlicherweise folgende Materialien bereitgestellt:
– 5m² Glasfilamentgewebe 105g/m² Köper HP-T110E
– 25m² Glasfilamentgewebe 1000g/m² HD-Leinwand HP-HD1000EF
– 10kg Formharz HP-E30FB plus entsprechend Härter (Mischverhältnis 100:10)
– 15kg Laminierharz HP-E56L plus entsprechend Härter (Mischverhältnis 100:40)
– 500ml Grundierwachs HP-G
– 500ml Trennlack HP-PVA
– Baumwollflocken und Glasfaserschnipsel
Folgendes Video veranschaulicht die Vorgänge wobei ähnliche Materialen verarbeitet wurden, die Vorgehensweise ist jedoch identisch.
Schritt 1: Urpositiv eintrennen
Um eine Form herzustellen benötigen wir ein Urpositiv. Dieses sollte vor dem Beginn des Formbaus sicherheitshalber mit Trennwachs eingetrennt werden. Dazu wird mit einem Stofftuch das Grundierwachs aufgetragen und nach ca. 10 min sanft auspoliert. Anschließend wird der Trennlack dünn, aber vollständig deckend aufgetragen, am besten mit einem kleinen feinporigen Schwamm.
Schritt 2: Trennebene
Das abzuformende Positiv darf keine Hinterschneidungen aufweisen, sonst ist es nicht möglich, eine einzige Form zu erstellen. Falls diese Bedingung nicht erfüllt ist, muss das Positiv in Teilstücke aufgeteilt werden, die diese Bedingung wieder erfüllen.
Die Aufteilung wird durch die Trennebenen realisiert, die die Formen von einander Trennen. In unserem Fall haben wir uns für insgesamt drei Formen entschieden; zwei große Halbschalen und ein kleines Teilstück. Die Trennebenen sollten möglichst eben sein und wenn möglich Symmetrien ausnutzen. Außerdem sollte die Fläche, die eine Trennebene aufspannt, möglichst groß sein, damit die Form stabil wird.
Eine Trennebene lässt sich gut mit einfachem Holz realisieren: die Kontur des Positivs grob, aber möglichst nahe, ausschneiden und danach mit Spachtelmasse (hier eignet sich Polyesterspachtel, da sich dieser von dem eingetrennten Positiv gut lösen lässt) der Kontur exakt anpassen durch abrücken der Form. Dann muss die Trennebene ebenfalls mit Trennwachs behandelt werden. Hierfür klebt man eine Folie auf das Holz oder einfach nur Paketband. An scharfen Rundungen oder Spalten kann man auch mit weicherem Klebeband, Knete oder Acryldichtmittel arbeiten. Am Schluss muss dann, wie bereits gesagt, alles mit Trennwachs HP-G eingetrennt werden.
Schritt 3: Formharz
Das Formharz HP-E30FB ist metallisch gefüllt und sorgt für eine für eine metallähnliche und hochwertige Oberfläche der Form. So erreicht man später beim Erstellen des Duplikatpositivs beste Ergebnisse.
Das Formharz wird über der gesamten Fläche ungefähr 1-2mm dick aufgetragen. Das lässt sich am besten mit einem Spachtel realisieren: einfach das Formharz auf das Positiv geben und mit einem Pinsel oder Spachtel großzügig verteilen und verstreichen.
Um das Risiko des Abdrückens von Gewebe in der Form zu minimieren arbeiten wir mit einer Trockenkupplungsschicht – es wird eine Mischung aus Baumwollflocken HP-BF1 und Glasfaserschnipsel HP-GS6 auf das Formharz gestreut. Anschließend geben wir dem Formharz einen Tag Zeit zum Aushärten.
Schritt 4: Glasfilamentgewebe
Bevor man mit dem Belegen beginnt müssen die losen Baumwollflocken und Glasfaserschnipsel entfernt werden. Dafür kann man vorsichtig mit einem Handfeger über die Oberfläche streichen oder einen Staubsauger verwenden.
Nun kommt eine Schicht mit Baumwollflocken angedicktes Laminierharz auf die Form. Besonderen Wert sollte man dabei auf Ecken, Kanten und Unebenheiten legen und diese möglichst ausgleichen. Die Schicht kann man bei Bedarf ein wenig angelieren lassen bevor man mit dem Laminieren beginnt.
Das verwendete Hochlast-Laminierharz HP-E56L ist niedrigviskos, weist eine Topfzeit von ca. 1h auf und erreicht einen TgMAX >90°C.
Die erste Lage des Laminats besteht aus 105g/m² Glasfasergewebe HP-T110E. Damit minimiert man ebenfalls das Risiko des Durchsetzens des Gewebes und sichert sich eine hohe Oberflächenqualität. Danach folgen mehrere Lagen des 1000g/m² Glasfasergewebe HP-HD1000EF um die Festigkeit und Stabilität der Form zu sichern. Der Vorteil dieses schweren Gewebes ist, dass man im Vergleich zu leichteren Gewebe viel weniger Lagen aufbringen muss um das gleiche Ergebnis zu erhalten. Außerdem ist es aufgrund der speziellen Webart sehr gut um feine Rundungen zu legen, trotz des großen Flächengewichts. Für unsere Form haben wir 5 Lagen verwendet.
Die Gewebelagen sollten sinnvollerweise aus einzelnen Gewebestücken aufgebaut werden, so kann man das Gewebe besser an die Kontur des Positivs anpassen. Dabei muss man beachten, dass sich die einzelnen Gewebestücke immer ca. 2cm überlappen und dass die Überlappungszonen in den verschiedenen Lagen nicht übereinander liegen. Außerdem sollte man darauf achten, dass die Ausrichtung des Gewebes von Lage zu Lage variiert.
Zum Schluss wird noch eine Lage Abreißgewebe aufgebracht werden. Dann lässt man der Form wieder einen Tag Zeit zum Aushärten.
Schritt 5: Unterbau
Da man die Form später umdrehen muss um mit ihr zu arbeiten muss noch ein Unterbau an die Form angebracht werden. Dafür kann man einfache Holzplatten nehmen und diese an der Form anbringen. Zusätzlich dazu erhöht der Unterbau auch nochmals die Festigkeit der Form.
Falls das Positiv nicht so groß ist kann man den Unterbau auch gleich im Schritt 4 mit der Form zusammen aus Laminat herstellen.
Schritt 6: das Ganze nochmal
Die erste Form ist nun fertig, es kann die Zweite gebaut werden. Dafür stellt man nun alles vorsichtig auf den Unterbau der ersten Form – dabei sollte man darauf achten, dass sich das Positiv nicht aus der Form löst. Die Trennebene aus Holz wird nun entfernt, da die erste Form jetzt ebenfalls eine Trennebene besitzt und diese abgeformt wird. Eventuell muss man noch kleinere Ebenen einbauen. Dann kann man wieder bei Schritt 3 beginnen und die Nächste Form erstellen.
Schritt 7: Formen voneinander trennen
Sind alle Formen fertig ausgehärtet kann man die diese voneinander trennen und das Positiv entfernen. Man kann sofort damit beginnen, ein Duplikatpositiv einzulegen.
 Werkstatt
Werkstatt