AK-11
AK-11
Monatsupdate Juli/August
AK-X
Wie im letzten Monatsupdate angekündigt war das Ziel für die nächsten beiden Monate das hydraulische Fahren beider Fahrwerke. Es ist immer ein bisschen spannend, das erste Mal Druck auf ein neues System zu geben. Wir dürfen berichten, dass das ohne größere Probleme funktioniert hat!
Dann stand als nächstes der Bugkupplungs-Belastungsversuch, welches dankenswerterweise bei der „Versuchsanstalt für Stahl, Holz und Steine“ durchgeführt werden durfte. Für den Nachweis der Bugkupplungsbefestigung wurde hierfür bei unterschiedlichen Richtungen mit einer Kraft von circa 10kN gezogen. Zusätzlich wurde die Kraft gemessen, die beim Entriegeln unter 6600N Zugkraft vom Piloten aufgebracht werden muss. Bei der AK-X ist die Bugkupplung im Bugfahrwerk integriert. Auch hier hat alles geklappt und es kam zu keinen Verformungen.

Währenddessen wurden die Flügel und Winglets gefinisht. Wir haben uns hier für einlackierte Zahlen- und Wettbewerbskennzeichen entschieden um einem frühzeitiger turbulenten Umschlag vorzubeugen. Flügel, Ruder und Winglets sind somit fertiggestellt und werden in nächster Zeit von unserem Prüfer abgenommen werden.

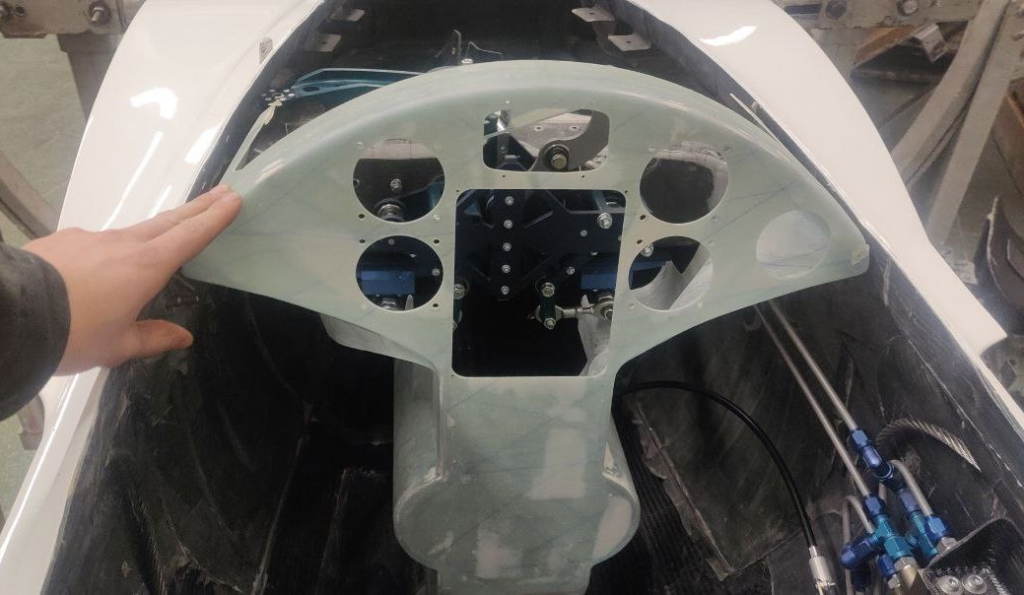
Die nächsten Schritte sind jetzt die Lackierung des Innenraums, bevor auch der Rumpf gefinisht wird. Zuvor wurden die Verkleidungsteile konstruiert und gefertigt, um die Steuerung vor herumfliegenden Kleinteilen zu schützen. Die Steuerung wurde ausgebaut, Unebenheiten im Rumpf verspachtelt und die ausgebauten Stahlteile zur Beschichtung vorbereitet, um Korrosion zu verhindern.
Parallel ging es auch bei den Nachweisen weiter, die für einen Erstflug genauso wichtig sind, wie ein fertiges Flugzeug. So wurde zum Beispiel eine erste Version des Flughandbuches und viele weitere Nachweise beim Luftfahrtbundesamt eingereicht, welche dann von unserem Betreuer dort überprüft werden. Baudokumentation und Wartungshandbücher befinden sich ebenso aktuell in der Erstellung.
AK-11
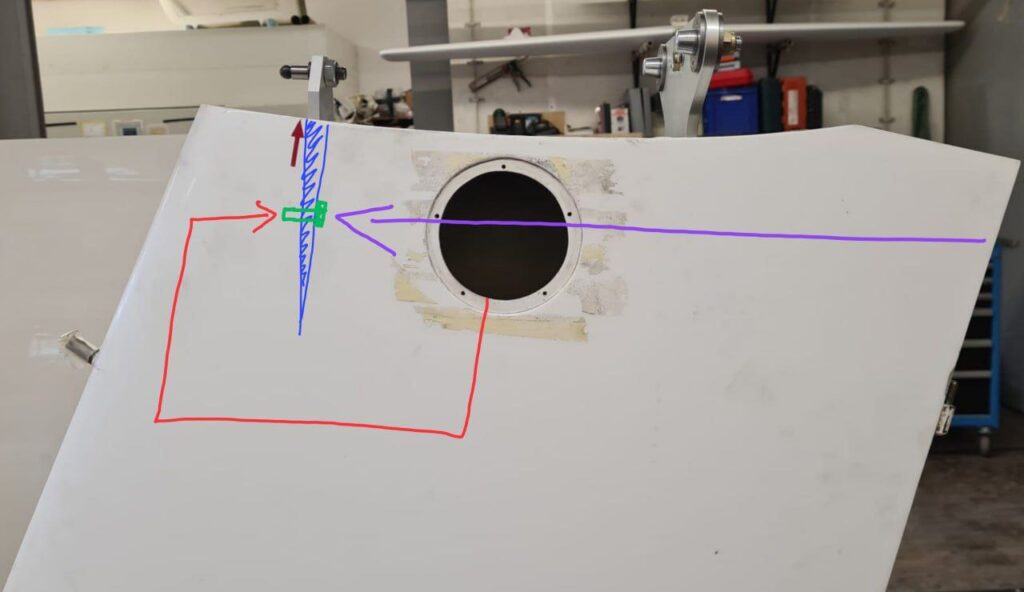
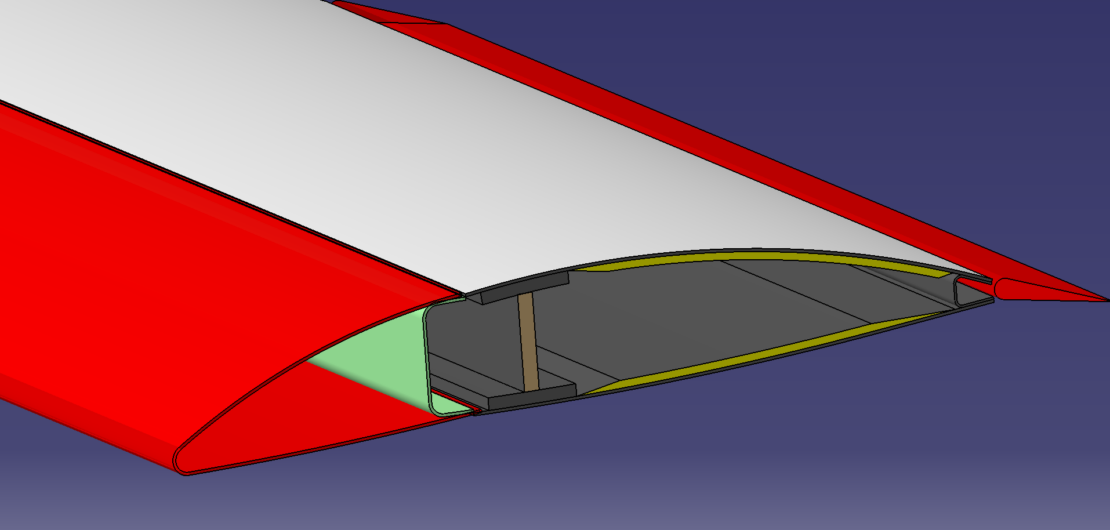
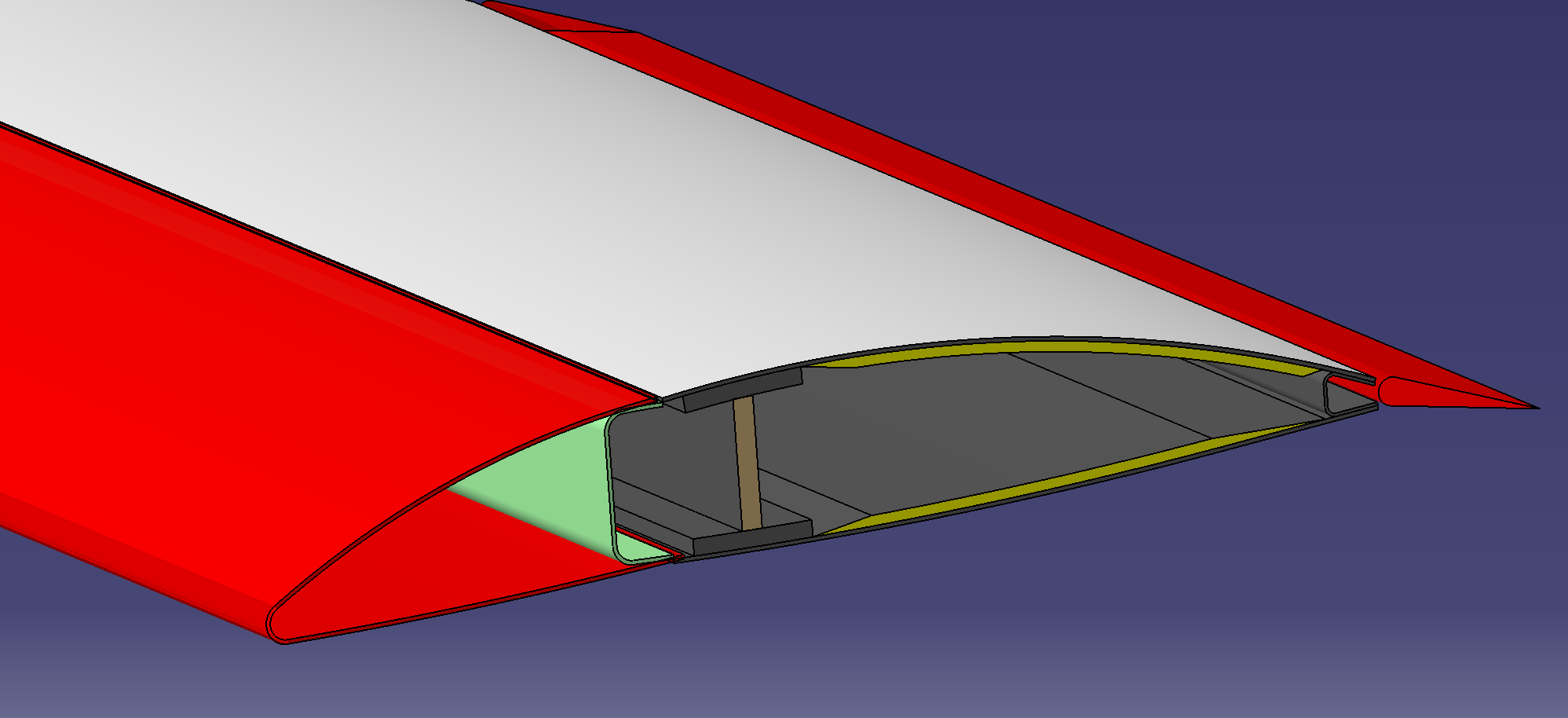
In den letzten zwei Monaten ging die Arbeit am Demonstratormodell weiter voran. Die Schalen sowie der Holm, der allerdings nur als Mock-up dient, wurden fertiggestellt. Da in der bereits weitgehend gebauten, ursprünglich geplanten Steuerung Fehler festgestellt wurden, musste diese leider noch einmal neu konstruiert und gefertigt werden. Alle Teile der neuen Steuerung sind inzwischen hergestellt und somit bereit für den finalen Einbau. Auch das hintere Ruder wurde bereits laminiert und lackiert, und die Ruderscharniere wurden in den Flügel eingeklebt. Auch die Bogenführung welche als Lagerung für die Vorderkantenklappe dient, wurde von einer externen Firma gefräst und ist Bereit für den Einbau.
Außerdem wurden Auslegungsarbeiten durchgeführt, unter anderem im Bereich der Aerodynamik sowie zum Thema Holmbau.
Twin Projekt XOJ
Am XOJ wurde vor allem an der frisch laminierten rechten Fläche weitergearbeitet. Einige kleinere Stellen wurden geschäftet. Der größte Teil Unterseite wurde nachbearbeitet und durch viel Schleifen und Spachteln auf die Lackierung vorbereitet. In einem Rennen gegen steigende Außentemperaturen, haben wir die Fläche schließlich Mitte August, frühmorgens lackiert und bereits mit dem Einschleifen begonnen. Wegen verbliebener Unebenheiten wird aber ein weiteres mal lackieren nötig sein.
Zudem wurden auch am Rumpf Vorbereitungsarbeiten zum Lackieren (Spachteln&Schleifen) vorgenommen.
idaflieg Sommertreffen
Auch dieses Jahr waren einige unserer Mitglider wieder auf dem Sommertreffen der Idaflieg dabei. Dort gab es dieses Jahr neben der Flugleistungsvermessung einiger Serienflugzeuge und dem Zachern auch zwei Karlsruher Sondermessprojekte:
Um eine Digitalisierte und Kontinuierliche Untersuchung der bisher mit analogen Methoden durchgeführten Flugeigenschaftsuntersuchung zu bieten, hat eines unserer Mitglieder die in den letzten Jahren entwickelte Messbox der AK-8 weiter verbessert und mit einem Loggersystem ausgerüstet. Die Steuereingaben werde dabei mit einem Kamerasystem aufgezeichnet. In mehreren Flügen konnten die Bewegungsachsen des Flugzeugs einzeln angeregt und die Antwort des dynamischen Systems aufgezeichnet werden.
In der Auswertung geht es nun darum zu untersuchen, wie stark sich das digitale Modell bei gleichen Ausgangsbedingungen und Steuereingaben von den aufgezeichneten Daten unterscheidet. In der nächsten Zeit werden wir hierzu einen eigenen Blogbeitrag veröffentlichen.

Im zweiten Sondermessprojekt hat sich ein anderes Mitglied mit der Anwendbarkeit von LoRa (Long Range-Funktechnologie) im 2,4GHz Band zur Echtzeitübermittlung von Messdaten aus dem Flugzeug an eine Bodenstation beschäftigt. Die ersten Versuche waren erfolgsversprechend!