AK-11
AK-11
Monatsupdate März/April
AK-X
Weiter ging es bei den Seitenrudern, in welches die Einbauteile eingeklebt und verklebt wurden. In das rechte Seitenruder wurde dabei auch direkt die Funkantenne integriert. Nach dem Entformen hat sich herausgestellt, dass man sich bei der Überschlagsrechnung für die Seitenruder etwas verrechnet hatte. Statt 1,5kg inkl. Massenausgleich wiegen die Ruder nun 1,2kg inklusive Massenausgleich. Diese sind also zum Glück leichter geworden, als gedacht.
Damit hat sich der Seitenruderneubau auf jeden Fall gelohnt, da sich dadurch die Zuladung um circa 10kg erhöht hat.
Aufgrund des geringen Radstandes wurde eine Spureinstellung in das Hauptfahrwerk integriert. Damit ist es möglich, Bauungenauigkeiten auszugleichen. Dafür wurde die AK-X auf einer asphaltierten Fläche mit geringen Unebenheiten aufgebaut. Es stellte sich heraus, dass man die Achse nur um 0,2° verdrehen muss, um einen perfekten Geradeauslauf zu erreichen.

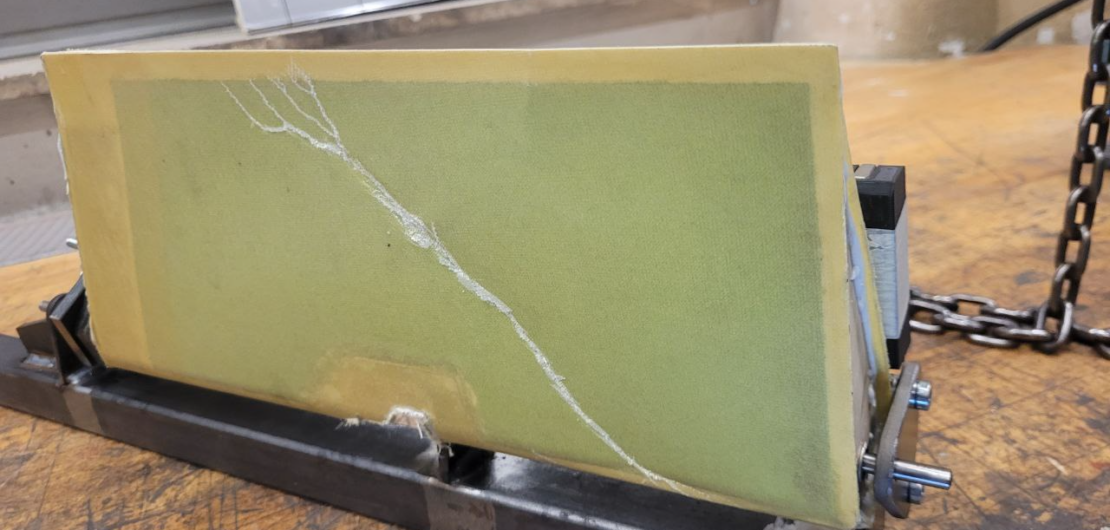
Für den Belastungsversuch der Fahrwerke wurden die Gestelle geschweißt. Mit der Dämpfereinspannung konnte ein erster quasistatischer Test von den Bugfahrwerksdämpfern durchgeführt werden. Daraufhin wurde die Schaumpackung nochmal geändert, sodass die Dämpfer nun eine höhere Steifigkeit besitzen.

Die digitale Trimmungsanzeige wurde gefertigt und die gesamte Trimmung mit dem neuen Motor getestet. Das sieht soweit auch sehr gut aus.
Bei den Nachweisen wurden zum einen die analytische Berechnung der Steuerung im Flügel und Winglet fertiggestellt. Zusätzlich wurden Belastungsversuche an Gepäckfach, Batterien, I-Pilz, etc. durchgeführt. Im Flügel befinden sich an manchen Stellen Eigenbaulinearlager, ähnlich, wie sie auch bei anderen Segelflugzeugen verwendet werden. Aufgrund der Rückpfeilung fungieren diese Lager aber nicht nur als Knickschutz der Steuerstange sondern erfahren radiale Kräfte. Somit wurde hier noch ein Belastungsversuch durchgeführt und die Freigängigkeit geprüft. Die ganzen Dokumente zu diesen Bauteilversuchen wurden ebenfalls fertiggestellt und sind vom LBA akzeptiert.
Als nächstes stehen jetzt noch Steuerungsbelastungsversuch und Fahrwerksbelastungsversuch sowie die Einreichung der analytischen Rechnung der Rumpfsteuerung aus, um den Festigkeitsabschnitt komplett abzuschließen.
AK-11
1. Projektfortschritt
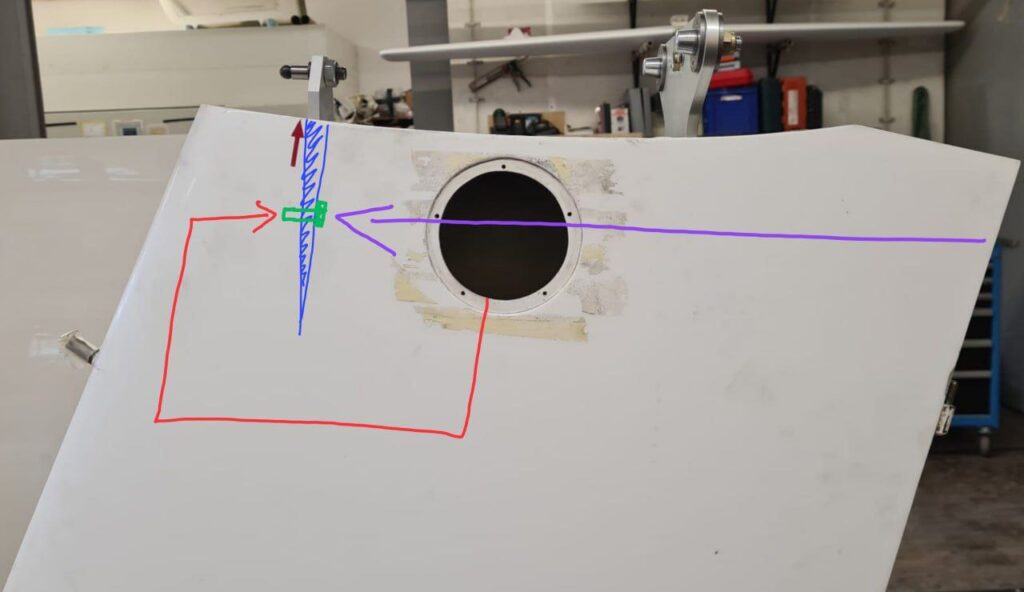
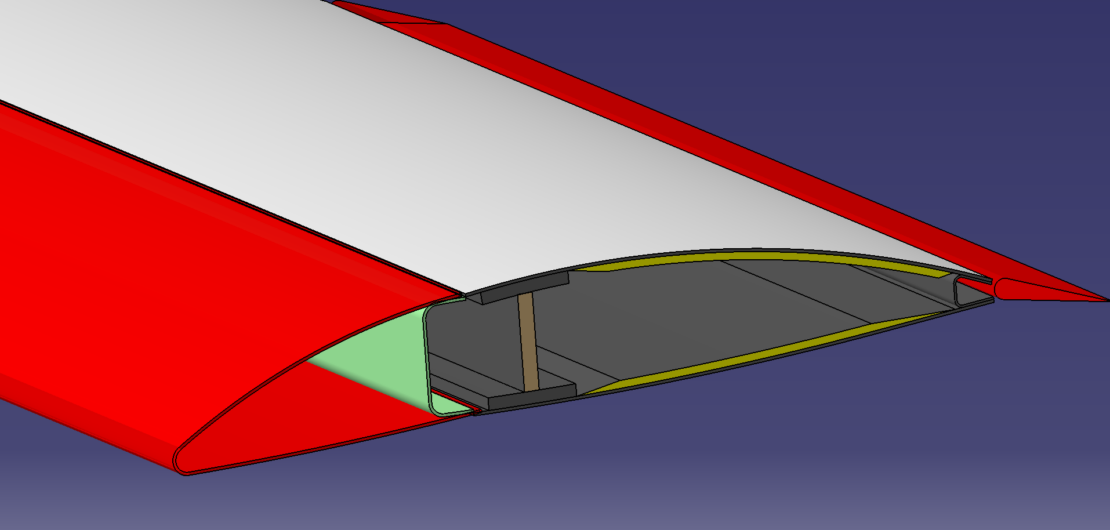
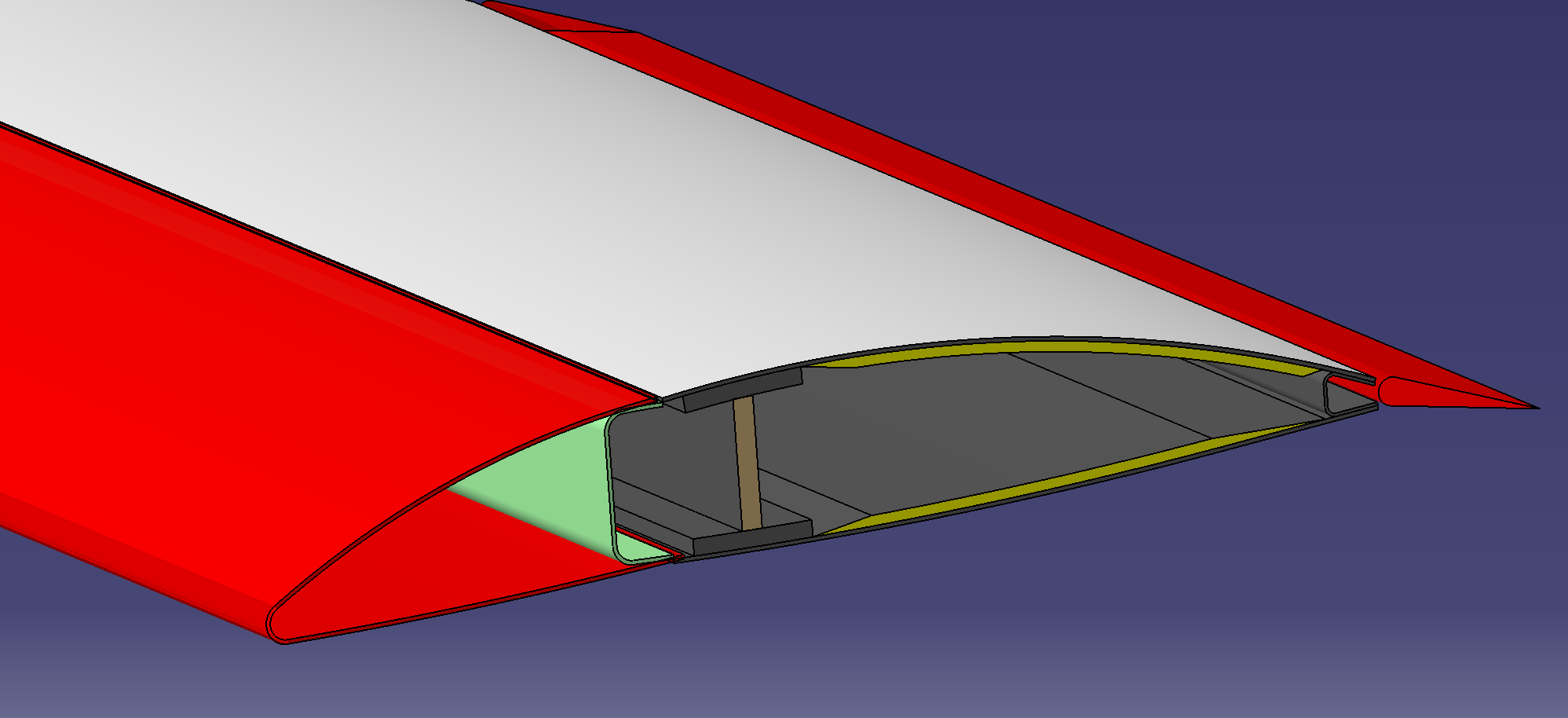
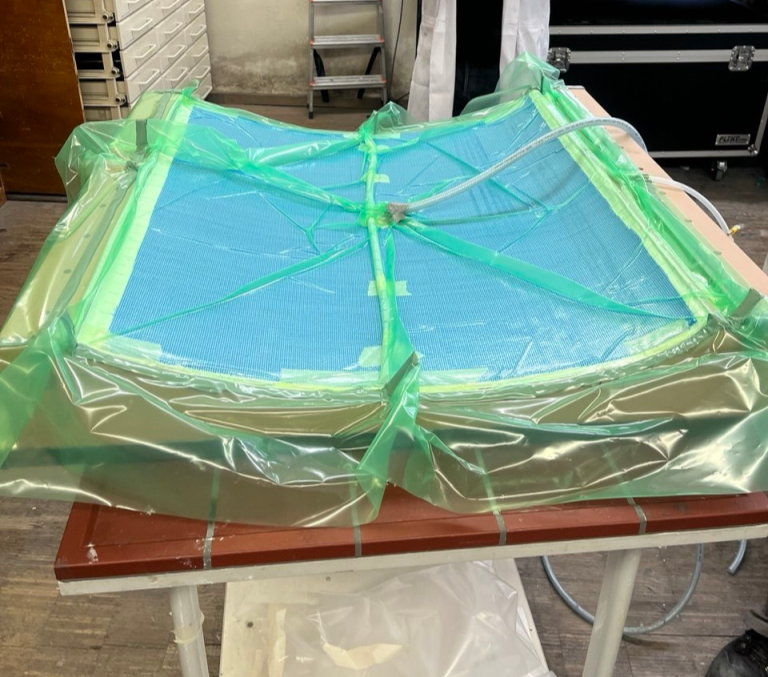
Der Bau des Windkanalmodells schreitet in großen Schritten voran. Alle Schalen wurden mittlerweile infiltriert (Ober- und Unterschale von Flosse und Ruder) und zum verkleben passend zugeschliffen. Auch die Einbauteile sind weitgehend konstruiert und fertiggestellt. Die Setzhilfen für diese befinden sich derzeit noch in den letzten Zügen. Sobald diese ebenfalls gefertigt sind, kann das Einkleben des Innenausbaus erfolgen.
Mitte Mai soll das Windkanalmodell vollständig verklebt und bereit für das Finishen sein. Ab dem 08.06. finden anschließend die Messungen im Laminarwindkanal der Universität Stuttgart statt. Da das Windkanalmodell jedoch bereits eine Woche vorher in Stuttgart sein soll, darf keine Zeit vergeudet werden.
2. Öffentlichkeitsarbeit
Schulkooperation – Ehrhart-Schott-Schule Schwetzingen
Die Kooperation mit der Ehrhart-Schott-Schule in Schwetzingen wurde erfolgreich abgeschlossen. Nach einer Einführungsveranstaltung Mitte Februar wurde gemeinsam mit Schülerinnen und Schülern der zwölften Klasse in drei weiteren Terminen ein kleines Flügelprofil laminiert.
Am 16.04. fand schließlich die Abschlussveranstaltung am KIT statt. Dabei erhielten die Schülerinnen und Schüler Einblicke in unsere Werkstatt am Campus West, bevor es zu einem gemeinsamen Mittagessen in der Mensa ging. Zum Anschluss konnten Sie im Rahmen einer KIT Führung das Institut für Strömungsmechanik sowie das Institut für Thermische Strömungsmaschinen noch etwas näher kennenlernen.

Girls Day am KIT
Am 23.04. fand der Girls’ Day am KIT statt. Der Girls’ Day ist ein einmal im Jahr stattfindender Aktionstag, der Mädchen und Frauen motivieren soll, Berufe aus den Bereichen Handwerk, Technik, Mathematik, Naturwissenschaften, Informatik und Forschung zu ergreifen.
Auch wir haben in diesem Rahmen einen Workshop angeboten, um Schülerinnen für Technik und natürlich insbesondere für die Luftfahrt zu begeistern. In einem 3,5-stündigen Workshop wurden gemeinsam die Grundlagen des Fliegens sowie des Segelflugzeugbaus erarbeitet. Anschließend durften die Teilnehmerinnen im alter zwischen 12 und 15 Jahren aus Balsaholz ihre eigenen Flugzeuge zusammenstecken, bemalen und auf der Wiese vor dem Audimax Hörsaal testen. Dabei ging es vor allem darum, den Schwerpunkt des Flugzeugs zu bestimmen und zu untersuchen, wie sich unterschiedliche Schwerpunktlagen auf die Flugeigenschaften auswirken.
Aero Messe
Auch auf der Aero Messe in Friedrichshafen war die Akaflieg am Stand des Stuttgarter Instituts für Aerodynamik und Gasdynamik (IAG) vertreten und präsentierte in diesem Ramen den Demonstrator der AK-11.