AK-8
AK-8
Erstflug und Erprobung
Akaflieg Karlsruhe krönt 13 Jahre Entwicklung und Bau

Offizieller Erstflug des Prototypen AK-8 am 28.08.03 in Rheinstetten-Forchheim
Nachdem am 31.07.03 Bauprüfer Alwin Güntert sein „OK“ gegeben hatte, stand der Beantragung einer Vorläufigen Verkehrszulassung (VVZ) beim Luftfahrtbundesamt (LBA) nichts mehr im Wege. Ungeduldig erwartete die AK-8 ihren großen Tag. Für ein paar letzte Handgriffe und fürs Schießen einiger Bilder wurde Sie am 10.08.03 nochmals aus dem Hänger geholt. (Nachfolgend die Bilder von R. Tauro)



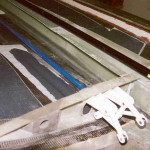
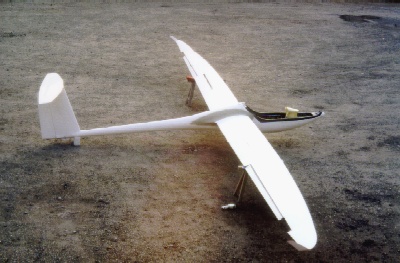
Deutlich zu sehen: die elliptische Flügelvorderkante und die genkickten Außenflügel der AK-8.
Am 17.08.03 ist es so weit, schon kurz nach 7.00 Uhr sind einige Akaflieger am Flugplatz in Forchheim versammelt. Im engsten Kreis soll die AK-8 zum ersten Mal in die Luft geschleppt werden. Groß ist die Anspannung, doch Erstflugpilot Ralf Müller meisterte die Aufgabe mit Bravour. Und dass die AK-8 ein äußerst schnittiges Flugbild mit ihren elliptisch nach hinten geschwungenen Flügeln hat, da sind sich alle einig. (Nachfolgend einige Bilder von D. Münzner)






Am 28.08.03 findet dann der offizielle Erstflug der AK-8 statt. Unter den Augen von Gästen aus Universität und Politik sowie der Presse wird die AK-8 erstmals der Öffentlichkeit im Flug vorgestellt.


Mit einem Grillfest vor der Werkstatt wird dieser Höhepunkt des Projekts AK-8 am Abend gebührend gefeiert.
In den nächsten Monaten heißt es nun, im Rahmen der Flugerprobung nachzuweisen, dass die Flugeigenschaften der AK-8 den Zulassungskriterien entsprechen. Des Weiteren soll noch dieses Jahr eine Flatteruntersuchung beim DLR in Göttingen durchgeführt werden, um die AK-8 auch bei hohen Geschwindigkeiten betreiben zu dürfen. Es gibt also noch Einiges zu tun.
Bis Ende September 2003 wurden die Flugversuche zur Längsstabilität bei unterschiedlichen Schwerpunktlagen und Konfigurationen erfolgreich abgeschlossen.
Der Winter 2003/04 wurde genutzt, um bei stabilen Wetterlagen Anstrichbilder zu erfliegen, mit denen diePosition der Umschlagslinie auf der Profilunterseite und den Winglets bestimmt wird.





18.03.04: Von Bruchsal aus starten AK-8 und AK-5 kurz nach Sonnenaufgang zu zwei Vergleichsflügen, die ersten Aufschluss über die Leistungen der AK-8 geben sollen. Vor dem zweiten Flug wird auf der Unterseite der AK-8-Tragflächen an mit Anstrichbildern bestimmter Position ein Zackenband angebracht. Jetzt sind wir gespannt auf die Auswertung der Flüge!
Herzlichen Dank auch nochmals an die Firma ILEC, die uns ein zweites SN10B für die Vergleichsflüge zur Verfügung stellte.
07.07.04: Nach zwei Vergleichsflügen gegen die Werks-LS8t von DG-Flugzeugbau im Mai 2004 wird starten die beiden Maschinen zu einem dritten Flug im Juli 2004. Die AK-8 und LS8t fliegen bei allen Flügen mit einer identischen Flächenbelastung, die Konfiguration (Ruderabdichtung etc.) der AK-8 bleibt unverändert, um vergleichbare Ergebnisse der Messflüge zu erhalten. Zur Dokumentation wurde sowohl das Photo-Verfahren wie auch die elektronische Erfassung der Bordrechnerdaten eingesetzt.




Sommertreffen 2011:
Erfolgreiche Erprobung folgender Punkte: Luftbremsenwirkung bei hoher Geschwindigkeit, Quer- und Seitensteuerung, Windenschlepp, Anflug und Landung, Höhensteuerkraft in Manövern.
Planung Saison und Sommertreffen 2012:
In der Saison 2012 sollen möglichst die restlichen Punkte der Flugerprobung durchgeführt werden. Davor müssen jedoch erst noch die Wassersäcke justiert werden, damit alle nötigen Schwerpunktslagen und Beladungszustände erreicht werden können. Zusätzlich sollen am Sommertreffen neue Anstrichbilder entstehen, damit man die Position der Ausblasung verifizieren kann. Im kommenden Winter soll diese dann aktiviert werden.